Open Access is an initiative that aims to make scientific research freely available to all. To date our community has made over 100 million downloads. It’s based on principles of collaboration, unobstructed discovery, and, most importantly, scientific progression. As PhD students, we found it difficult to access the research we needed, so we decided to create a new Open Access publisher that levels the playing field for scientists across the world. How? By making research easy to access, and puts the academic needs of the researchers before the business interests of publishers.
We are a community of more than 103,000 authors and editors from 3,291 institutions spanning 160 countries, including Nobel Prize winners and some of the world’s most-cited researchers. Publishing on IntechOpen allows authors to earn citations and find new collaborators, meaning more people see your work not only from your own field of study, but from other related fields too.
To purchase hard copies of this book, please contact the representative in India:
CBS Publishers & Distributors Pvt. Ltd.
www.cbspd.com
|
customercare@cbspd.com
Conventionally TiO2 is produced from Ilmenite ore by carbothermic reduction followed by leaching of iron to produce high purity TiO2 which leads to loss of metallic iron and disposal of effluents. Therefore, an attempt has been made to develop a process for production of TiO2 utilizing low grade raw materials. Ilmenite ore pellets of an average size of 12–14 mm were prepared by mixing 2% molasses using disk pelletizer. Reduction of green ilmenite ore pellets were carried at temperature range from 1100°C to 1300°C in bed of low grade coal at a time intervals of 60 minutes from 1 to 5 hours. The activation energy for reduction of ilmenite ore pellets with lean grade coal was found to be 52.3 kJ/mole, this value corresponds to solid diffusion control reaction. Semi-empirical correlation was developed for prediction of % metallization. Reduced Ilmenite Pellets (RIP) were melted in 10 kg air as well as vacuum induction furnaces. It was observed that the total recovery of TiO2 in slag was up to 85% and the separation of iron from TiO2 was more than 90%.
CSIR-National Metallurgical Laboratory, Jamshedpur, India
Malathi Madhurai*
CSIR-National Metallurgical Laboratory, Jamshedpur, India
*Address all correspondence to: malathi@nmlindia.org
1. Introduction
In India around 629.57 million tons of ilmenite ore reserve including leucoxene grade is explored up to year 2016. Leucocxene is a weathered ilmenite of variable concentration but similar to pseudo-rutile Fe2Ti3O9 and called brown ilmenite. Out of 629.6 million tons of total resources; the titanium minerals are something like 394 million tons including ilmenite of 335.6 million tons, rutile of 13.4 million tons, leucoxene of 1.0 million tons, anatase of 3.3 million tons and titaniferous magnetite of 40.6 million tons. Generally, ilmenite ore is first treated chemically to obtain synthetic rutile of 90% TiO2. Commercial technologies available for production of TiO2 from ilmenite ore are mainly Sulphate and Chloride processes. Recently, Process Research ORTECH, Inc., Canada has developed CTL process which combines the above two processes. These processes are using high grade raw materials and an acidic media is used as a leaching agent for separation of TiO2 from iron, which generates harmful gases during processing. The annual production of ilmenite, synthetic rutile and TiO2 in India was around 595 thousand tons, 14.9 thousand tons and 16 thousand tons respectively in the year of 2016–2017 [1, 2]. In view of the above process deficiencies the main ambition of the present investigation is to develop an innovative process for production of TiO2 utilizing lean grade raw materials via reduction technique and separation of iron from TiO2 through melting route. Conventional reduction route of ilmenite ore concentrates was investigated by several researchers by mixing of carbonaceous materials such as graphite, carbon, anthracite coal, coke breeze or char, Aluminum and even with sodium compounds such as soda ash, sodium carbonate and sodium oxide to enhance the reduction efficiency and improve the metallization of iron in the ilmenite ore at diverged temperature ranges of 800 to 1200°C [3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17]. The atmosphere used for the above said processes are mainly: Ar, N2, H2, He, CH4, NH3 [10] or mixture of two gases [18, 19]. Rotary Kiln [12], TG [4, 20], EAF [2, 10], Plasma [21, 22], Microwave [23], Blast Furnace [24, 25, 26], Mechanical Alloying [27, 28], Fluidized Bed Reactor [29, 30], etc., were used as a reactor for reduction purpose. However, in the present study clay crucibles were used as a reaction chamber for reduction and electrically heated muffle furnaces are used as a source of heat. This process does not involve any inert atmosphere for reduction. The quality of coal used in the present investigation for reduction of ilmenite ore pellets has low reactivity, low fixed carbon and high ash content. Compare to the conventional processes, the present processes have following advantages which explored an opportunity to utilize the undersized ilmenite ore fines through pelletization and lean grade non coking coal for reduction:
No mixing of carbon/coal with ilmenite ore pellets thus restricts the diffusion of Sulfur from coal to the ilmenite ore pellets during reduction.
Lean grade non-coking coal containing high percentage of ash has utilized as a reductant for reduction.
Binder used for pelletization of ilmenite ore is less compared to conventional process to obtain optimum green and dry strength.
Dried ilmenite pellets were reduced in static bed of coal fines without any induration which eliminates the high temperature induration process steps.
As reductions were carried out in the normal atmosphere, therefore no inert gas or external reducing gas are obligatory during reduction.
Considering the above mentioned advantages, an attempt has been made in the present investigation to explore the process feasibility for reduction of ilmenite ore pellets using lean grade non coking coal and separation of TiO2 from iron via melting route.
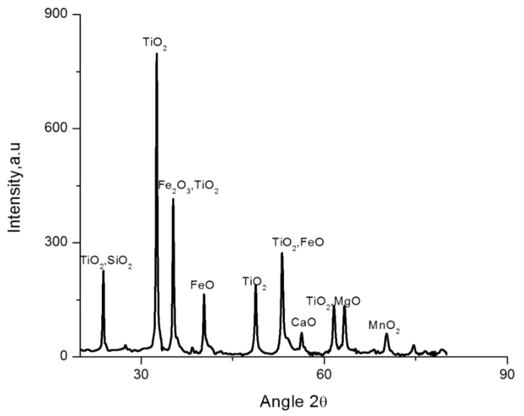
Ilmenite ore was collected from Tata Steel Ltd., Jamshedpur, Jharkhand, India and ground into −200 mesh size for finding out its chemical composition and the phases analysis which are represented in Table 1 and Figure 1 respectively. The chemical analysis of ilmenite ore shows the total iron (FeT) of about 31.2 and 53.2% of TiO2 in the form of Fe2Ti3O9 and FeTiO3 phases which was confirmed by XRD analysis.
Elements
TiO2
FeO
Fe2O3
Total Fe
Al2O3
SiO2
MnO
MgO
% Composition
53.18
15.36
27.51
31.19
1.06
1.36
0.3
0.24
Table 1.
The chemical analysis of the ilmenite ore concentrate.
Figure 1.
XRD pattern for ilmenite concentrate.
2.1.2 Lean grade non-coking coal fines
Lean grade non-coking coal fines used for present study were collected from Tata Steel Ltd., Jamshedpur, Jharkhand, India and ground into −200 mesh size for its chemical characterization. The composition of the lean grade non-coking coal fines is charted in Table 2. The fixed carbon present in the lean grade non-coking coal fines was 58.2% C having the property of low reactivity and the volatile matter in the coal was around 9.46%. The ash content present in the lean grade coal fine was about 31%.
Coal
%C
%VM
%Moisture
%S
%Ash
Low grade
57.72
9.46
0.91
0.28
31.91
Table 2.
Proximate analysis of low grade coal.
2.1.3 Binder
Commercially available grade of molasses was used in the present investigation for binding of ilmenite ores to make pellets.
2.2 Experimental procedures
2.2.1 Preparation of ilmenite ore pellets
Ilmenite ore pellets of 12–16 mm diameter were made in a laboratory scale disc pelletizer utilizing −72 mesh size ilmenite ore fines with 2 wt. % molasses as a binding agent in presence of moisture. In order to remove excess moisture, the drying of green ilmenite ore pellets was performed in the normal atmosphere for 24 hours. The diameter and weight of the dried ilmenite ore pellets were recorded for further studies. Figure 2 shows the green ilmenite ore pellets made in a laboratory scale disc pelletizer.
Figure 2.
Green ilmenite ore pellets.
The air dried green ilmenite ore pellets were subjected to a compressive strength machine to obtain the green strength for further handling and processing. The handling strength required for reduction of ilmenite pellets in the static bed is about 6–8 drops which is much less than the conventional drop strength of pellets required for rotary kiln process.
2.2.2 Reduction procedures
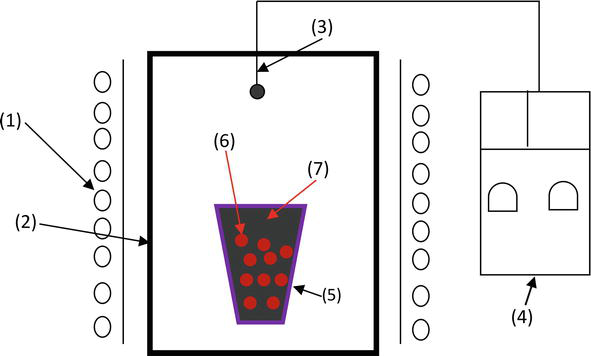
Reduction experiments of air dried green ilmenite ore pellets were carried out with lean grade coal fines in an electrically heated muffle furnace in a batch of 100 grams by simulating the conditions of a tunnel kiln [31]. Lean grade coal fines was ground, screened to −50 mesh size and charged in a 60 mm height 25 mm inside diameter clay crucibles in a predesigned fashion along with the green ilmenite ore pellets. The amount of lean grade coal used for present study was 20% over the stoichiometric requirement. Pt - 10% pt-Rh thermocouple was used to measure the temperature of the furnace. A Schematic view of the experimental apparatus used for the present investigation is shown in Figure 3. The percentage reduction of ilmenite ore pellets was calculated as the amount of oxygen removed during reduction and estimated by mass balance as given in Eq. (1).
Figure 3.
Schematic diagram of the experimental apparatus includes: (1) heating element, (2) muffle furnace, (3) thermocouple, (4) temperature controller, (5) clay crucible, (6) ilmenite pellets and (7) lean grade coal [31].
Degree of Reduction%R=Loss inwt.of pellet−LOIWt.of oxygen in the pellet×100E1
where LOI is the Loss of Ignition,
The factors which are influencing the degree of reduction of ilmenite pellets are: (a) chemical composition of raw materials (ilmenite ore and lean grade coal), (b) particle size of ilmenite ore, (c) particle size of low grade coal (d) shape and size of ilmenite ore pellets (e) fraction/amount of binder, (f) percentage moisture with constant amount of binder (2 wt% of molasses) on green strength of the ilmenite ore pellets (g) amount of coal, (h) temperature and (i) time. Ilmenite ore used for this investigation contains around 40–50% TiO2. Therefore, carbothermic reduction is feasible for reduction of such a high iron content in ilmenite ore by suitable thermodynamic reactions and conditions to produce high grade pig iron as a valuable byproduct. During course of reduction, the ilmenite ore pellets undergoes through various types of direct and indirect reduction before converting into the metallic iron and TiO2. The various types of chemical reactions during reduction process are given in Table 3.
Sl. No.
Reactions
Remarks
1.
C + O2 = CO2
Gasification of carbon
2.
C + CO2 = 2CO
3.
C + ½ O2 = CO
4.
C + H2O = CO + H2
5.
3Fe2O3.TiO2 + CO = 2Fe3O4.TiO2+ CO2
Indirect reduction
6.
Fe3O4. TiO2 + CO = 3FeO.TiO2 + CO2
7.
FeO.TiO2 + CO = Fe.TiO2 + CO2
8.
Fe2O3.TiO2 + 3CO = 2 Fe.TiO2 + 3CO2
9.
2Fe2O3.TiO2 + 3C = 4 Fe.TiO2 + 3CO
Direct reduction
Table 3.
Reactions taking place during reduction of ilmenite ore pellets.
However, for an industrial scale production, the shape and optimum size of the pellets are spherical and are about 12–16 mm diameter respectively is needed for an effective reduction or DRI making process. Furthermore, the particle sizes used for ilmenite ore and lean grade coal are −72 mesh and − 50 mesh respectively. Therefore, the author has not considered the effect of ilmenite ore pellet size on degree of reduction. The above mentioned properties of materials are important on reduction behavior of ilmenite ore pellets; but the main driving force required for reduction is amount of coal, temperature and time. Therefore, in the following section of results and discussion the author would try to explain first the effect of percentage moisture with constant amount of binder (2 wt% of molasses) on green strength of the ilmenite ore pellets. Secondly, the reduction behavior of ilmenite ore pellets was studied in terms of temperature, time, and percent metallization. Thirdly, the author would try to compare reduction behavior of ilmenite ore pellet with normal iron ore pellets and thereof an empirical relation. At last, the effect of change of amount of low grade coal on bulk (500 gram of scale) reduction of ilmenite ore pellets were performed to ensure the reproducibility of results at mass scale.
3.1 Effect of moisture on green strength of ilmenite ore pellets
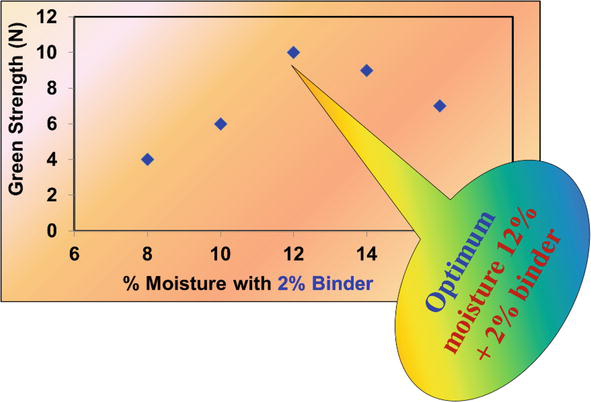
The effect of percentage moisture with constant amount of binder (2%wt. of molasses) on green strength of the ilmenite ore pellets were measured by known method [32]. It can be noted that the green compressive strength of the ilmenite pellets are first increases with addition of moisture content and then start decreasing. With the added water, where maximum strength obtained was considered to be the optimum moisture for pelletization, which is depicts in Figure 4. It was observed that maximum green strength of the ilmenite pellets was obtained at 12 wt. % of water (with 2 wt. % of molasses) due to complete void filling which provide maximum capillary action.
Figure 4.
Effect of moisture on green strength of ilmenite ore pellets.
3.2 Effect of temperature on reduction of green ilmenite ore pellets
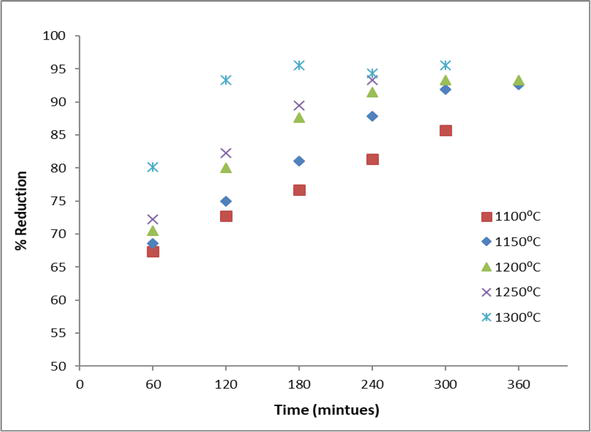
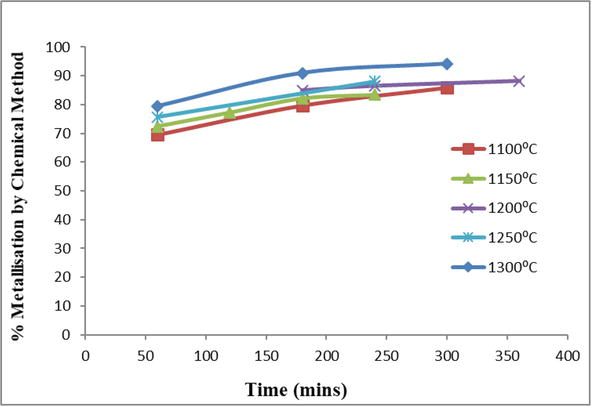
Series of reduction experiments were performed in the temperature range of 1100–1300°C. Reduction time of the samples were varied from 60 minutes to 360 minutes. In order to facilitate the collection of samples at a time interval of 60 minutes, six crucibles containing samples were simultaneously inserted in the furnace and reduced at constant temperature by simulating Tunnel Kiln condition at laboratory. This assisted in monitoring the progress of reduction as well as to examine the physical condition of the reduced pellets as a function of time. Precautions were exercised to minimize re-oxidation of the reduced pellets after taking out from the reaction chamber at hot condition and while cooling. To ensure complete reduction of ilmenite pellets, the amount of carbon in the lean grade coal used was 20% over the stoichiometric calculation. Figure 5 represents the percent reduction against time at the six experimental temperatures. Percent reduction was calculated in the usual manner as the removed oxygen to the removable oxygen. Multiple pellets were used to calculate the average percent reduction at all the time and temperatures. It is evident from Figure 5 that the percent reduction of ilmenite pellets keeps on increasing with increase of time and temperature. It is also observed that the percent reduction of ilmenite pellets at 1300°C is completed between 3 to 4 hours of reduction time. The increase in the reduction time above this temperature leads to further growth and fusion of their own whisker within their reduced ilmenite pellets.
Figure 5.
Reduction behaviors of ilmenite ore pellets in bed of lean grade coal.
3.3 Effect of %metallization of reduced ilmenite pellets
After reduction experiments the reduced ilmenite pellets were separated from the coal bed and analyzed for their composition and % metallization. Percent metallization as a function of reduction time and temperature is shown in Figure 6. As the time and temperature increases the % metallization also increases because of fusion of iron particles in the matrix of ilmenite.
Figure 6.
Percent metallisation of reduced ilmenite ore pellets in bed of low grade coal.
3.4 Correlation between % reduction and % metallisation during reduction of ilmenite ore pellets in the bed of low grade coal
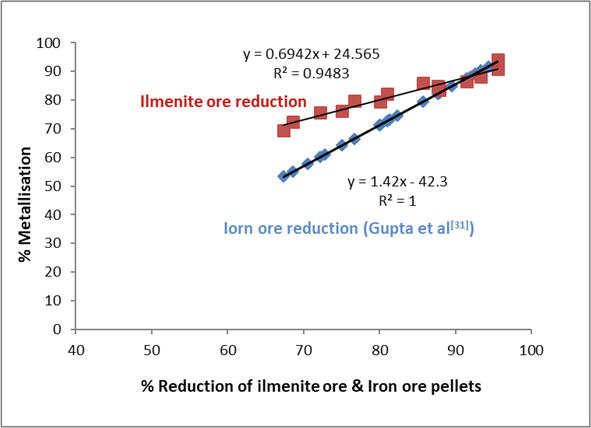
The correlation between percent reduction and percent metallisation of ilmenite ore pellets reduced in the bed of low grade coal has been depicted in Figure 7 by simple regression fit analysis. It is clear from Figure 7 that ilmenite ore reduction in the initial period is much faster than iron ore reduction and also it is clear that achieving high metallization percent is very difficult as the time proceeds. It is very similar to the empirical relation developed by Gupta et al. [32] for the case of iron ore pellet reduction. In the case of ilmenite ore pellet reduction, the percent metallization can be predicted using the following empirical Eq. (2).
Figure 7.
Relation between % reduction and % metallisation during reduction of ilmenite ore pellets in bed of low grade coal.
%Metallisation=0.694%Reduction+24.56E2
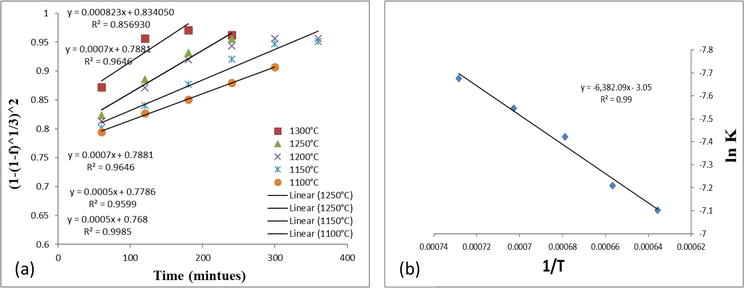
3.5 Reduction kinetics of ilmenite ore pellets embedded in the low grade coal
For diffusion controlled kinetics the following Eq. (3) is applied for solid reaction on the reduction of ilmenite ore pellets on the bed of low grade coal.
1−1−f1/32=ktE3
Where, f, is the fractional reduction, t is the time (minutes) and k is the rate constant which is slope of time (t) Vs 1−1−f1/32 plot shown in Figure 8(a). Figure 8(b) shows the relation between lnK and 1/T for reduction of ilmenite ore pellets in the bed of low grade coal. The slope of logarithmic rate constant versus 1/T plot gives the activation energies of the reaction which is calculated to be 52.3 kJ/mole. This value is corresponding to solid diffusion control reaction while reduction of ilmenite ore pellets in the bed of low grade coal.
Figure 8.
Reduction kinetics of ilmenite pellets reduced in the bed of low grade coal (a) relationship between diffusion controlled kinetics and reduction time (b) relation between lnK and 1/T.
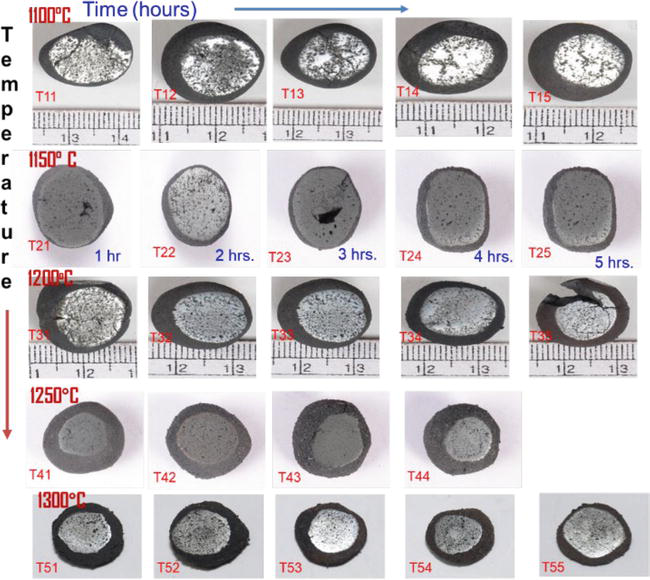
3.6 Physical appearance of the reduce ilmenite pellets (RIP’s)
Physical appearance of cross sectioned RIP’s at different temperature and time is shown in Figure 9. It can be observed that as the reduction temperature increases the surfaces of the pellets become more and more bright.
Figure 9.
Physical appearance of cross sectioned reduced ilmenite pellets at different time and temperature.
This is due to progress of conversion of iron oxide in to metallic iron with progress of reduction time and temperature. With increase in reduction time at particular reduction temperature iron whiskers grow and fused leading to metallic luster in the briquettes. The same trend is observed as the reduction temperature increase for the particular holding time.
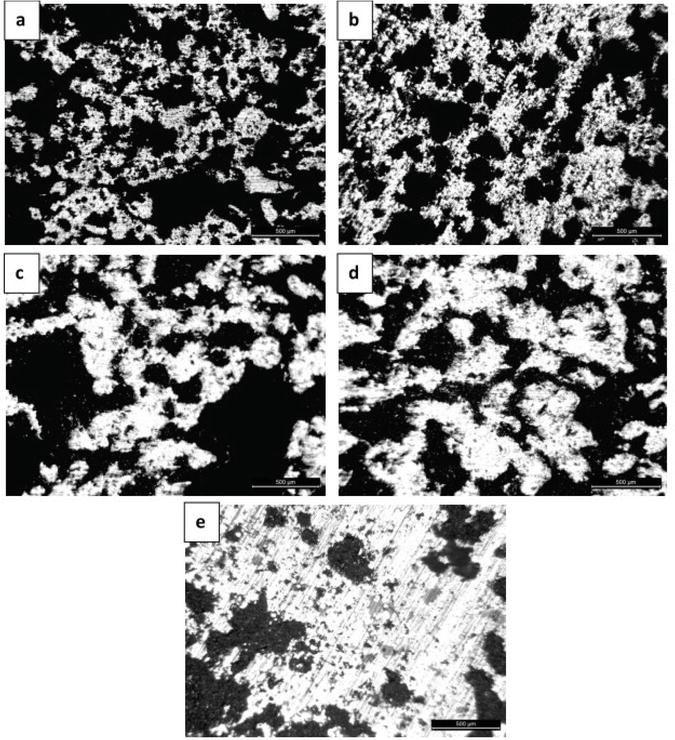
3.7 Optical microstructure of reduced ilmenite pellets (RIP’s)
Optical microscopy provides information on the various phases present in terms of size, dissemination, intergrowths and relative proportions. The microscope used was Leica DM 2500 M at CSIR-NML, Jamshedpur. Figure 10 shows the optical micrographs of ilmenite pellets reduced for 210 minutes at (a) 1100°C, (b) 1150°C, (c) 1200°C, (d) 1250°C and (e) 1300°C at 5X magnification to feel the micro structure of RIP’s. The reduced pellets on viewing under the light microscope showed that they are mainly composed of metallic iron (white portions) in a TiO2 and gangue (black portions) matrix. It is quite evident from the micrographs that, as temperature increase the amount of metallic iron increases showing better reduction.
Figure 10.
Optical micrographs of RIP’s for time of 210 minutes at different temperatures of (a) 1100°C, (b) 1150°C, (c) 1200°C, (d) 1250°C and (e) 1300°C at 5X magnification.
3.8 SEM-EDAX of RIP’s
To confirm the presence of TiO2 and gangue minerals as a matrix around the metallic iron SEM-EDAX analysis of the reduced sample were performed. The advantage of scanning electron microscopy over other techniques is that it allows a complete view of the fractured surface of the pellets due to its high depth of focus. It was observed that as temperature increases, nucleation of metallic iron takes place over the ilmenite ore particles. Number of metallic iron nuclei increased with increase in reduction temperature.
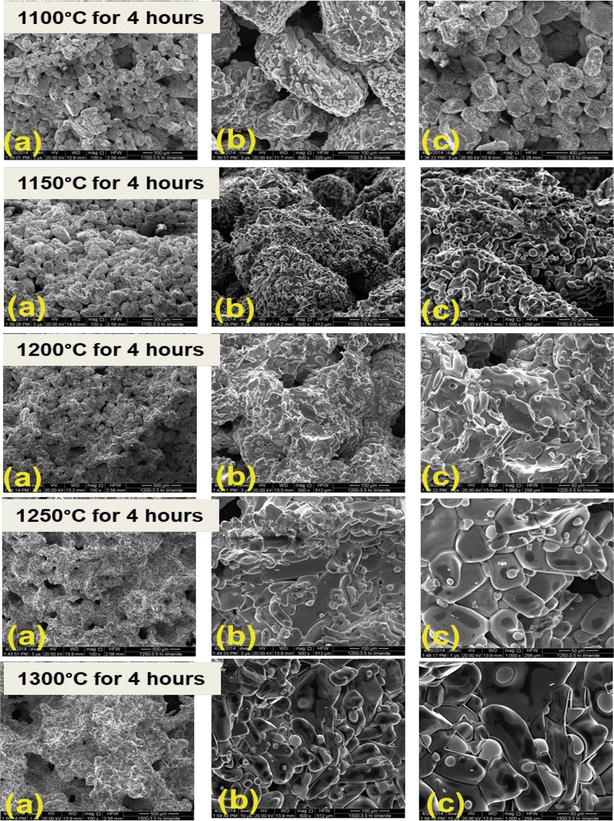
Figure 11 shows the SEM images of ilmenite pellets reduced at different temperatures varying from 1100–1300°C for 240 minutes (a) at 100X, (b) at 500X and (c) at 1000X. It is quite evident from Figure 11 is that as the temperature increases the formation of iron droplets are found to be more and also growth of iron whisker is predominant.
Figure 11.
SEM images of ilmenite pellets reduced at 1100–1300°C with 50°C interval for 240 minutes’ time (a) at 100X, (b) at 500X and (c) at 1000X.
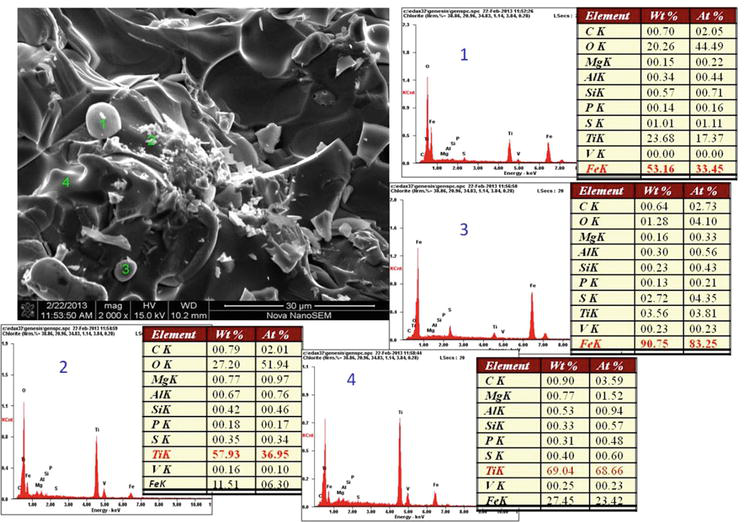
At 2000X magnification SEM-EDAX analysis of ilmenite ore pellets reduced at 1200°C for 4 hours is shown in Figure 12. The spot analysis of SEM at spot 2 and 4 are seems to be bulk phase which is mixture of Fe and TiO2 phase but spot 1 and 3 are shows spherical shapes particle which is rich in Fe. It is quite evident from EDAX images are given in side by in Figure 12 which is shown below.
Figure 12.
SEM-EDAX of ilmenite pellets reduced at 1200°C for 4 hours at 2000X magnification.
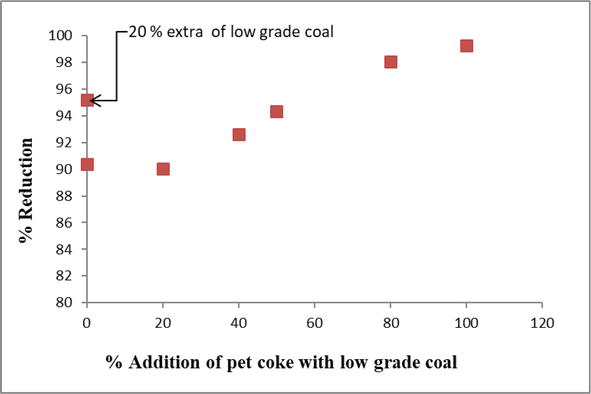
3.9 Bulk (500 gram of scale) reduction of ilmenite ore pellets and effect of amount of low grade coal on % reduction
Low grade coal used in this investigation was able to achieve % reduction of around 90–95% at high temperatures of 1200–1300°C when compared to other reducing agents like coking coal. Therefore, an attempt was made to increase the percentage reduction with various proportions of low grade coal with petroleum coke. Bulk sample of 500 grams, ilmenite ore pellets per batch were made and reduced at 1300°C for 180 minutes by varying amount of reducing agent by 20% interval. The results were given in Table 4 and plotted in Figure 13. It is clearly observed from the Figure 13 that % reduction can be improved from 95 to 98.7% by replacing low grade coal with pet coke. But 20% extra addition of low grade coal over the stoichiometric condition would be sufficient enough to get 95% reduction and it is quite evident in Figure 13 and also the reduction process is not demanding any metallurgical coke.
4. Melting and separation of TiO2 from reduced ilmenite pellets
Melting and separation of Iron from reduced ilmenite pellets were carried out in 2–3 kg scale for the first time in an induction furnace. The bulk reduction of ilmenite ore pellets was carried out at laboratory scale muffle furnace using industrial size crucible at 2 to 3 kg by simulating tunnel kiln conditions. Here, the author deliberately used tunnel kiln conditions for reduction to scale-up of process in future has been considered for commercial production. The melting experiments were carried out in an induction furnace under normal atmosphere as well in vacuum conditions to visualize the optimum recovery of TiO2. Under five different conditions (Case 1 to Case 5) melting and separation process was carried out.
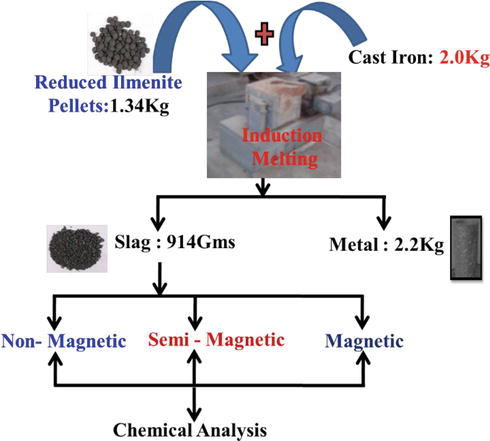
In Case −1, melting was with graphite crucible of capacity 10 kg (50 kW) in an induction melting furnace. In order to dissolve/melt the reduced ilmenite pellets (RIP) in an induction furnace, 2 kg cast iron was liquefied first to make the metallic pool. Then, 1.34 kg of reduced ilmenite pellet was added gradually in the batch of 500 grams at a time. After addition of 1.34 kg RIP few minutes was given for dissolution to occur and then slag was removed before pouring the melt in to cast iron mold. The quantity of solidified slag was around 800 gms. It was separated manually as three different types: (i) Fully magnetic (140 g) (ii) semi-magnetic (640 g) and (iii) non-magnetic (20 g) and send for standard chemical analysis. A typical melting procedure is given in Figure 14. The Table 5 is representing the chemical analysis of three different slag samples obtained from the experiment. From the Table 5, it is observed that the non-magnetic slag samples are having around 62% TiO2 whereas semi-magnetic slag samples contain only 59% TiO2.
Figure 14.
Case – 1: air induction melting experiment with reduced ilmenite pellets.
% Radicals
Chemical analysis of ilmenite slag
Magnetic
Semi Magnetic
Non-Magnetic
TiO2
29.91
59.33
61.41
FeM
3.37
0.55
0.51
FeT
47.37
14.6
16.6
FeO
33.87
12.2
8.31
Fe2O3
25.28
6.52
13.84
MgO
1.10
0.83
0.7
SiO2
2.19
1.56
1.98
Al2O3
0.97
1.33
1.44
C
0.54
NF
NF
Table 5.
Chemical analysis of slag sample collected during air induction melting.
4.1 Case: 2–Air induction melting with fluxing agent
The crucible capacity used for experiment is about 5 kg (50 kW) in an induction melting furnace. In this case reduced ilmenite pellets of 100 grams, Na2CO3 flux of 60 grams and 1.0 kg of cast iron was used as charge material. It was observed that the slag samples are magnetic in nature and containing around 57% TiO2. The separation of TiO2 from the melt was seems underprivileged.
4.2 Case: 3–Vacuum induction melting
For the first time, the melting of Reduced Ilmenite Pellets (RIP) was carried out with graphite crucible of capacity 10 kg in a vacuum induction furnace. Magnesia refractory materials were used as a lining to avoid the unseen attack of the slag on the furnace wall. The feed consists of 3.5 kg cast iron and 800 gms of RIP was used in this experiment. It was observed that the slag samples containing 58% TiO2 along with 30% MgO, 8% SiO2 and total Fe 1.1%. Furthermore, it has been observed from the chemical analysis that about 40% is MgO + SiO2, this may be due to erosion of magnesia lining during melting. If we avoid the dissolution of the lining during melting, the total recovery of TiO2 in slag may reach up to 85%. The total slag collected = 700 g (i.e. lining material + slag) but everything was non-magnetic in nature. In this case, TiO2 slag was having more than 85% purity.
4.3 Case: 4–Vacuum induction melting
The feed consists of 2 kg cast iron and 1.5 kg of RIP’s. It was observed that the peephole glass of the furnace started getting fogginess. This fogginess was due to evaporation of the moisture inside the furnace and may be due to vaporization of some of elements of the charge material.
4.4 Case: 5–Reduction of ilmenite pellets in air induction furnace
An attempt has been made to reduce the ilmenite pellets in the bed of lean grade coal in an air induction furnace at 1400°C for 210 minutes. It was observed that the iron oxides getting reduced to metallic iron, molten and moved out of the pellets to form a pure Fe metal droplet of 90 gram leaving behind TiO2 and other gangue particles in the shell. Thus, TiO2 along with other gangue minerals got separated from iron metal.
To assess the mass balance of iron in the process, the material collected for 5 different conditions (Case 1–5) were weighed and presented in Table 6. The iron content in the material collected from the melting experiments was estimated through chemical analysis.
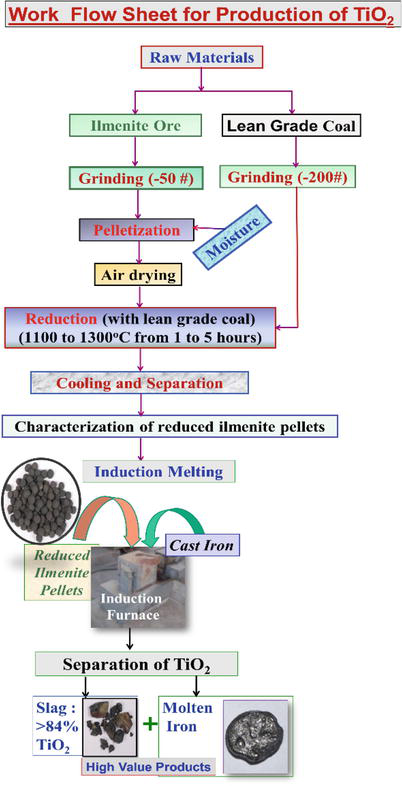
From Table 5 it is observed that the total recovery of TiO2 in slag was up to 85%. The total slag collected was about 700 g (i.e. lining material + slag) but everything was in non-magnetic in nature. TiO2 slag was having more than 85% purity. The yield of iron was observed to be around 83%. The feasibility of separation of iron from ilmenite ore matrix was considerably good with the use of low grade coal at high temperature. Thus, by using this technique, separation is possible at 1400°C compared to conventionally used temperatures (1650–1700°C). It is a better process to save a lot of energy. The separation of iron from ilmenite ore was quite appreciable. The overall work flow sheet for production of TiO2 is given in Figure 15.
Figure 15.
The overall work flow sheet for production of TiO2.
Preliminary investigations were carried in a laboratory scale muffle furnace, simulating a tunnel kiln condition, to produce reduced ilmenite pellets from air dried Ilmenite ore pellets and lean grade coal. Reduced ilmenite pellets were found to undergo 95% of reduction at 1300°C temperature and at 3 hours of time. Activation energy required for the reaction was found to be 52.3 kJ/mole. A semi-empirical correlation was developed to predict % metallization of ilmenite ore pellets and lean grade coal of particular grade of raw materials. It was observed that reduction of ilmenite ore pellet was much faster in the initial period, as the time progress it was observed to be very difficult for achieving high percentage metallization. It was quite evident from the optical and SEM-EDAX images that as the temperature and time increases the amount of metallic iron islands increases. On heating at 1400°C for 3 hours, iron nuggets got separated as a metal droplet leaving behind TiO2 and gangue as slag. Purity of slag so produced was observed to be 90% TiO2. Through vacuum induction melting results shows that the total recovery of TiO2 in slag was up to 85% and the yield of iron was observed to be around 83%. Overall, reduction and separation of iron from ilmenite ore pellets through tunnel kiln and induction melting appears to provide an attractive way for utilization of lean grade raw materials.
References
1.Government of India, Ministry of Mines. Indian minerals yearbook 2019 (part III). In: Ilmenite and Rutile Advance Release. 58th ed. Nagpur: Indian Bureau of Mines, Indira Bhavan, Civil Lines; Jan 2015
2.Murty CVGK, Upadhyay R, Asokan S. Electro smelting of ilmenite for production of TiO2 slag-potential of India as a global player. In: INFACON XI, Conference Held on 18–21, Feb 2007. New Delhi, India: The Indian Ferro Alloy Producers Association, Tata Steel; 2007
3.Yu-ming W, Zhang-fu Y, Zhan-cheng G, Qiang-qiang T, Zhao-yi L, Wei-zhong J. Reduction mechanism of natural ilmenite with graphite. Transactions of the Nonferrous Metals Society of China. 2008;18:962-968
4.Kucukkaragoz CS, Eric RH. Solid state reduction of a natural ilmenite. Minerals Engineering. 2006;19:334-337
5.Suresh KG, Rajakumar V, Grieveson P. Kinetics of reduction of ilmenite with graphite at 1000 to 1100°C. Metallurgical Transactions B. 1987;18(B):713-717
6.Wouterlood HJ. The reduction of ilmenite with carbon. Journal of Chemical Technology and Biotechnology. 1979;29:603-618
7.EL-Guindy MI, Davenport WG. Kinetics and mechanism of ilmenite reduction with graphite. Metallurgical and Materials Transactions. 1970;1:1729-1734
8.Suresh KG, Rajakumar V, Grieveson P. The influence of weathering on the reduction of ilmenite with carbon. Metallurgical Transactions B. 1989;18(B):735-745
9.Nuilek K, Memongkol N, Niyomwas S. Production of titanium carbide from ilmenite. Songklanakarin Journal of Science and Technology. 2008;30(2):239-242
10.Gueguin M, Cardarelli F. Chemistry and mineralogy of Titania-rich slags. Part 1- Hemo-ilmenite, sulphate and upgraded titania slags. Mineral Processing & Extractive Metallurgical Reviews. 2007;28:1-58
11.Gawad HHA, El-Hussiny NA, Wassef MA, Khalifa MG, Soliman Aly AA, Shalabi MEH. Reducibility study of Egyptian ilmenite ore briquettes and powder with coke breeze at 800-1100°C. Indian Institute of Chemical Engineers. 2012;54(2):125-136
12.Sai PST. Evaluation of mathematical models for the reduction of ilmenite with char in a rotary reactor. Industrial and Engineering Chemistry Research. 2008;50(4):312-322
13.Burja J, Tehovnik F, Lamut J, Knap M. Alumothermic reduction of ilmenite in a Steel melt. Materials Technology. 2013;47(2):217-222
14.Olay M, Dalane Hauge I. Process for treating ilmenite containing materials to produce metallic iron concentrates and titanium dioxide concentrates. 29 Oct 1957. US 2811434A
15.Nafeaa IA, Zekry AF, Khalifa MG, Farag AFB, El-Hussiny NA, Kel H, et al. Sodium titanates formation by roasting of pellets or powder mixture of soda ash and rossetta region ilmenite ore concentrate in air. Open Journal of Metal. 2014;4:20-30
16.El-Tawil SZ, Morsi IM, Yehia A, Francis AA. Alkali reductive roasting of ilmenite ore. Canadian Metallurgical Quarterly. 1996;35:31-37
17.Morsi IM, Abdullah FHA, Mohamed OA, Shalabi MEH, El-Tawil SZ. Processing of ilmenite ore by sintering/roasting technique. In: 3rd Mining, Petroleum and Metallurgy Conference, Cairo, 2–4 February 1992. Neue Hutte (Germany). 1992
18.Wang Y, Yuan Z, Matsuura H, Tukihashi F. Reduction extraction kinetics of titania and iron from an ilmenite by H2-Ar gas mixtures. ISIJ International. 2009;49(2):164-170
19.Rezan SA, Zhang G, Ostrovski O. Carbothermal reduction and nitridation of ilmenite concentrates. ISIJ International. 2012;52(3):363-368
20.El-Hussiny NA, Lasheen TA, Shalabi MEH. Kinetic reduction of rosetta ilmenite with coke breeze and beneficiation of the product. The Journal of Ore Dressing. 2008;10(20):16-23
21.Galgali RK, Ray HS, Chakrabarti AK. A Study on carbothermic reduction of ilmenite ore in a plasma reactor. Metallurgical and Materials Transactions B. 1998;29(B):1175-1180
22.Samokhin AV, Alexeev NV, Sinaiskiy MA, Fadeev AA, Tsvetkov YV, Kolesnikov AV. Synthesis of Fe-Ti(O,C,N) nanosized composite via reduction of ilmenite by methane in nitrogen thermal plasma flow. In: Online-Proceedings of ISPC Conferences. Moscow, Russia: Institute of Metallurgy and Material Science; 2013. Available from: www.ispc-conference.org/ispcproc/ispc21/ID109.pdf
23.Peng J, Yang, Huang M, Huang M. Microwave-assisted Reduction and Leaching Process of Ilmenite. Changsha, China: IEEE; 2008. pp. 1383-1386. DOI: 10.1109/ISAPE.2008.4735485
24.Findorák R, Fröhlichová M, Legemza J. Potential of ilmenite sand application in the iorn ore materials agglomeration. Metalurgija. 2014;53:9-12
25.Li Y, Li H, Wang H, Qing S, Hu J, Hou Y, et al. Smelting potential of HIsmelt technology for high-phosphorus iron ore and ilmenite. In: International Conference on Computer Distributed Control and Intelligent Environmental Monitoring, 19-20 February 2011. Changsha, China: IEEE; 2011. pp. 1283-1286. DOI: 10.1109/CDCIEM.2011.353
26.Hou YL, Quig S, Wang H, Shi Z, Li H-b. Mixture of ilmenite and high phosphorus iron ore smelted by oxygen enriched top-blown smelting reduction. Journal of Central South University. 2012;19:2760-2767
27.Chun L, Bin L, HaiYu W. Preparation of synthetic rutile by hydrochloric acid leaching of mechanically activated Panzhihua ilmenite. Hydrometallurgy. 2008;91:121-129
28.Sasikumar C, Rao DS, Srikanth S, Mukhopadhyay NK, Mehrotra SP. Dissolution studies of mechanically activated Manavalakurichi ilmenite with HCl and H2SO4. Hydrometallurgy. 2007;88:154-169
29.Vijay P, Venugopalan R, Sathiyamoorthy D. Preoxidation and hydrogen reduction of ilmenite in a fluidized bed reactor. Metallurgical and Materials Transactions B. 1996;27(B):731
30.Reeves JW. Wilmington, Del. Method of ilmenite reduction. Filed on November 9, 1972, Application No. 305 082, Granted on November 24, 1974, Patent No. US 3,850,615
31.Paswan D, Venugopalan T, Malathi M. Journal of Metallurgy and Materials Science. Oct-Dec 2017;59(4):163-171
32.Gupta RC. Theory and Laboratory Experiments in Ferrous Metallurgy. New Delhi: PHI Learning Pvt, Ltd.; 2010. p. 213
Written By
Dayanand Paswan and Malathi Madhurai
Submitted: 03 January 2023Reviewed: 03 February 2023Published: 15 June 2023
 Open access peer-reviewed chapter
Open access peer-reviewed chapter