Open Access is an initiative that aims to make scientific research freely available to all. To date our community has made over 100 million downloads. It’s based on principles of collaboration, unobstructed discovery, and, most importantly, scientific progression. As PhD students, we found it difficult to access the research we needed, so we decided to create a new Open Access publisher that levels the playing field for scientists across the world. How? By making research easy to access, and puts the academic needs of the researchers before the business interests of publishers.
We are a community of more than 103,000 authors and editors from 3,291 institutions spanning 160 countries, including Nobel Prize winners and some of the world’s most-cited researchers. Publishing on IntechOpen allows authors to earn citations and find new collaborators, meaning more people see your work not only from your own field of study, but from other related fields too.
To purchase hard copies of this book, please contact the representative in India:
CBS Publishers & Distributors Pvt. Ltd.
www.cbspd.com
|
customercare@cbspd.com
Due to the serious situation and deterioration tendency of the atmosphere environment, energy saving and emission reduction are concentrated and desired for each government and international organization. In this research, energy consumption and pollution emission during fabrication processing in shipyards and ocean engineering factories were holistically surveyed for the first time, while the ship industry is the key pillar of manufacturing for national economic development and dominant monitoring objects with severe environment pollution in China. With the visiting and investigation of six representative factories with construction and repair of ship and offshore structure, consumptions of electrical energy as well as chemical energy were summarized for each fabrication processing according with elementary manufacturing flow, which are mainly determined by working load, requirement of quality, and utilization efficiency of energy. Then, various pollutants generated during fabrication procedures were classified and surveyed, while their emission amounts were also summarized by considering their harm level to human health, atmosphere, and ecological environments. In addition, advanced and practical solutions for emission reduction of dust particles and VOCs (volatile organic compounds) were introduced and carried out while the application results were compared with requirements of corresponding laws and regulations.
School of Naval Architecture and Ocean Engineering, Huazhong University of Science and Technology, Wuhan, China
Collaborative Innovation Center for Advanced Ship and Deep-Sea Exploration, Shanghai, China
Bitao Liu
China Institute of Marine Technology and Economy, Beijing, China
Zhangjing Bao
China Institute of Marine Technology and Economy, Beijing, China
Wencheng Jiang
China Institute of Marine Technology and Economy, Beijing, China
Zichao Zhuo
School of Naval Architecture and Ocean Engineering, Huazhong University of Science and Technology, Wuhan, China
Langxiong Gan
School of Navigation, Wuhan University of Technology, Wuhan, China
Yaqing Shu
School of Navigation, Wuhan University of Technology, Wuhan, China
*Address all correspondence to: wangjiangchaocn@gmail.com
1. Introduction
In accordance with the frequent appearance of globally extreme climate and continuous deterioration of human living environment, more and more governments presented much stricter requirement and execution schedule to deal with high energy consumption and massive pollution emission during industrial production, in particular on the manufacturing industry.
In 1992, “United Nations Framework Convention on Climate Change” was internationally established to respond to the harmful influence on economics and human society due to global climate change, which is an elementary framework convention to deal with the global climate problems with international collaboration pattern [1, 2]. “Copenhagen Agreement” was later passed in 2009 during the United Nations Climate Change Conference in Copenhagen [3]. Furthermore, in order to promote people to use renewable energy for pollution emission reduction and environment deterioration prevention, most countries reached a global agreement entitled as “The Paris Agreement” to protect Earth’s environment in 2015 during the Paris Climate Change Conference, which proposed arrangement and schedule in detail to respond to global climate change [4, 5]. However, due to the withdrawal of United States of America and negative implementation of the arrangement without strictly complying with its schedule by some countries, the environmental planning department of the United Nations disappointedly pointed out that pollution emission is much more serious than ever and the target will not be achieved in the “Emissions Gap Report 2019”.
With a rapid increase of manufacturing industries’ proportion with high-energy consumption in China, the situation of pollution emission and environmental deterioration has become more and more serious in recent years. Thus, national policy of resource saving and environment protection should be strictly fulfilled by means of improved energy utilization efficiency and ecological environment quality [6, 7, 8, 9, 10, 11, 12]. Moreover, some laws and regulations for emission pollution reduction and environment protection were published in succession in China [13, 14, 15, 16]. Based on the actual situation, local governments, such as in Shanghai city, also promulgated homologous laws and regulations. It can be seen that energy consumption and pollution emission of shipyards has a serious influence on ecological environment protection and living environment improvement, which will also postpone the implementation of policy regulations with low carbon and environmental protection. Furthermore, it will even impede the fulfillment of international commitments, prestige and reputation of responsible great power.
Shipyard and ocean engineering company, as typical manufacturing industry with high pollution emission have become key monitoring objects by local environment-protecting departments. Most investigation is concentrated on the shipping process, which is a popular commercial activity in modern economics and generally causes remarkable air pollution [17, 18]. Meanwhile, shipbuilding and offshore construction industries, as a typical representative of entity economy and traditional manufacturing, are a key pillar industry of national economics and defense security in China, which also play an essential role in the promotion of economic development and improvement of people living. However, shipbuilding and offshore construction industries in China almost adopt the conventional extensive production model for fabrication processing at present with typical characteristics such as labor-intensive and poor working conditions, heavy work load, and roughly less profits, which is already and totally not suitable for the requirement of high-quality development of advanced ship and offshore manufacturing [19]. Moreover, this kind of situation resulted in large requirement of energy consumption, lower utilization efficiency of energy, and massive emission of various wastes and pollutions during individual fabrication phase, which causes serious harm on living environment and human health. Celebi and Vardar [20] examined the VOCs emission from indoor and outdoor painting processes for the shipbuilding and ship repair industry. In addition, the total area of painted surface and total paint consumption of 3500 DWT oil/chemical tanker and a general bulk carrier were calculated and compared. Chung and Lee [21] measured ambient concentrations of hazardous air pollutants such as VOCs and aldehydes in residential areas nearby small- and medium-scale shipbuilding companies, while distribution characteristic and influential factors of VOCs emission were also presented. Malherbe and Mandin [22] concentrated on VOCs due to painting of ships’ external surfaces in building or repair shipyards, and a health-risk assessment based on measured data of Chantiers de l'Atlantique was carried out to evaluate the risks by inhalation for people living near the site.
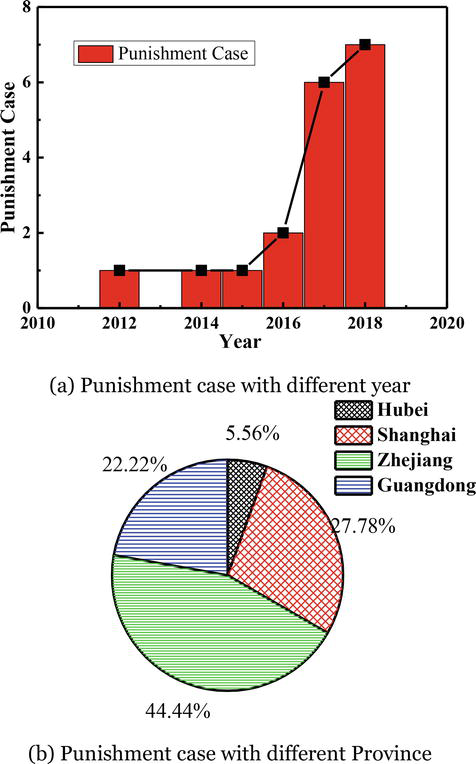
According to corresponding laws and regulations, national and local environment-protecting departments have already investigated and administratively punished the shipyard and ocean engineering company with excess pollution emission or environmental pollution behavior. Due to the lack of a practical solution, treatment results of energy saving and emission reduction are still not remarkable. In order to survey the current situation of pollution emission on shipbuilding and ocean engineering company in China, 18 punishment cases in recent years had been summarized beforehand as shown in Figure 1 based on public information searching of national environment-protecting department, which are almost due to excess emission of different pollutants such as volatile organic compounds (VOCs), solid wastes, and industrial sewage or lack of environmental assessment.
Figure 1.
Eighteen punishment cases of ship industries in China. (a) Punishment cases in different years. (b) Punishment cases in different provinces.
During the various fabrication procedures, the fabricated object, manufacturing method, as well as employed equipment are all different; rated power and energy conversion efficiency for individual equipment are also different. Meanwhile, pollution emission during shipbuilding is also complicated due to different pollutant types, harm levels, and its treatment solutions. Therefore, the energy consumption and pollution emission are both difficult to summarize and compare due to different types and amounts.
In this research, fabrication procedures such as plate cutting, flame heating, welding, and painting during shipbuilding and offshore construction were sequentially introduced with consideration to the types of energy consumption and pollution emission. Rated powers of employed equipment as well as energy consumption according to the shipbuilding procedure flow were surveyed and examined from domestic shipyards and ocean engineering companies, while different fabrication methods for identical manufacturing purpose were also compared from energy consumption, fabrication accuracy and cost, as well as limitation of each fabrication methods. In addition, currently dominant procedures with higher energy consumption or lower energy utilization were then pointed out, and the factors with significant influence on energy consumption were also examined. Practical approaches based on advanced fabrication method and computer-aided manufacturing with computational processing mechanics were introduced and employed for energy saving. According to the pollutant type, the current situation about pollution emission during different fabrication procedures was then summarized with detailed survey. In particular, VOCs and smoke-dust particle were concentrated due to their massive emission and serious harm on human health, while not only their emission characteristic and influential factors but also the treatment solution such as advanced technology or additional processing were presented.
Above surveyed data, current characteristic, and their influential factors can support a reliable solution of energy saving and emission reduction with basic data and reference. In addition, based on the concept of energy saving, environment protection as well as intelligent manufacturing, technology updating of fabrication processing and scientific management on shipbuilding phase with features such as higher energy consumption, lower energy utilization, massive amount of pollution emission, severe environment pollution and serious harm on human health, will be then achieved. Moreover, the establishment of HSE (health, safety and environment) management system considering health, safety, and environment together was also practiced, whose target is to guarantee human health and safety with less environment pollution during each shipbuilding phase. Eventually, advanced fabrication processing and operation standard with optimization of shipbuilding processing will be proposed to enhance the level of fabrication-processing technology and detailed management, while energy utilization efficiency and productivity, high-quality development capacity of shipbuilding industries, and competition of international market will also be enhanced.
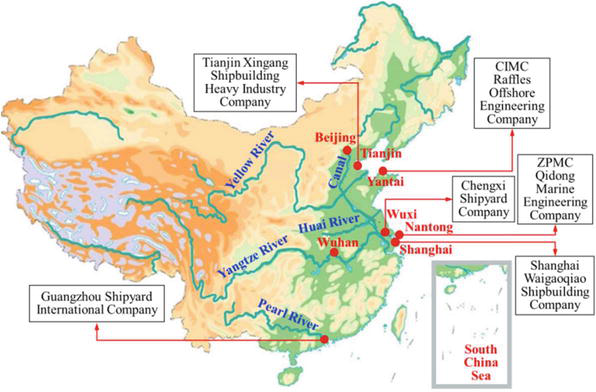
With the necessary requirement of launching processing for ship moving from construction position to operation region, shipyards are almost constructed at coastal areas nearby an inland river and ocean. By internet search and actual visiting survey, domestic shipyards generally locate at shore of Yangtze River in Hubei province, Jiangsu province and Shanghai city, as well as shore of Pearl River in Guangdong province; coastal area in Liaoning province, Tianjin city, Shandong province, Zhejiang province, and Fujian province also have lots of shipyard and ocean engineering companies. Abovementioned regions with the shipbuilding industry are almost areas with developed and prosperous economics in China.
In addition, energy consumption will be influenced not only by fabrication processing and its energy utilization efficiency but also by other factors such as location and condition of shipyard, regional policy, construction capacity, as well as the type of manufacturing products such as bulk carrier, container ship, and other high-value and high-tech added vessels. Therefore, in order to obtain much more representational data of energy consumption and pollution emission of China shipyards, there are six shipbuilding and ocean engineering companies with visiting and investigation as shown in Figure 2.
Figure 2.
Location of investigated shipyard and ocean engineering companies.
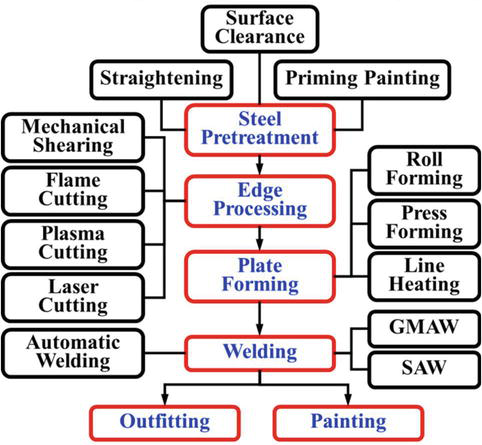
With the viewpoint of processing flow in modern shipbuilding mode, shipbuilding usually includes three fabrication phases: hull construction, outfitting, and painting [19]. In addition, shipbuilding and offshore construction almost have the identical fabrication procedure flow as illustrated in Figure 3. Typical fabrication processing for hull construction are steel pretreatment, plate edge processing, plate forming processing, assembling-welding processing, as well as undocking and launching. Ship repair process has a little bit different feature comparing with structure construction such as outside surface clearance due to plankton attachment or marine corrosion, as well as arbitrary emission of VOCs and dust particles, repair of damaged structure with cutting and welding, and replacement and debugging of damaged equipment. Meanwhile, there are some problems for the domestic shipbuilding industry compared with other advanced manufacturing, which has a longer fabrication schedule, higher fabrication cost, higher fabrication accuracy, and poorer working environment.
Figure 3.
General fabrication procedure flow in ship industries.
Towards to survey and investigation of energy consumption and pollution emission, hull construction and painting were dominantly examined. In particular, painting processing as a surface engineering is carried out to prevent corrosion and plankton attachment with purpose of protecting the ship structure during service period. As summarized in Table 1, energy type and possible pollution emission during individual fabrication processing for ship construction and repair were listed. It can be seen that various energy will be employed for different fabrication phase or manufacturing method, while electrical energy and chemical energy are the dominant energy form. Meanwhile, lots of pollutant such as dust particles, noise, VOCs, and solid waste will be generated and emitted into natural environment during the individual shipbuilding phase as summarized in Table 1, which will have devastating influence on the atmosphere and ecological environment. In actuality, most fabrication procedures can be carried out in a workshop with good condition while pollutants such as VOCs can be gathered and recycled for environment protection with lower cost. However, some fabrication procedure will be done outside such as at a dock or wharf, and pollution emission will become much more serious. Thus, much more attention is required on controlling pollution emission; advanced technology should be proposed and employed for reducing pollution emission with lower cost and higher efficiency.
Processing
Fabrication approach
Energy type
Pollution emission
Steel pre-treatment
Mechanical straightening
Electrical Energy
None
Surface clearance of shot blast
Electrical energy
Dust particle, noise
Priming painting protection
Electrical energy
VOCs
Plate edge fabrication
Mechanical shearing
Electrical Energy
None
Flame cutting
Chemical energy
Dust particle Solid waste
Physical cutting
Electrical energy
Noise, solid waste
Plate forming
Roll forming
Electrical energy
None
Press forming
Electrical energy
None
Thermal forming
Chemical energy
Effluent liquor
Welding and burnishing
GMAW with CO2
Electrical energy
Dust particle, arc light, solid waste
SAW
Electrical energy
None
Burnishing
Electrical energy
Dust particle, noise
Ship painting
Spray coating
Electrical energy
VOCs, noise
Table 1.
Energy type and pollution emission during ship construction and repair.
As shown in Table 1, various energy will be employed for different fabrication processing due to working objective, working purpose, processing approach, and applied equipment, while working hours will be determined by fabrication loading for evaluation of energy consumption.
In general, the dominant energy is electrical energy, while fabrication processing for manufacturing demand of steel plate and ship structure are achieved by different type of electrical-mechanical equipment with electrical energy supply. Meanwhile, fabrication equipment due to different rating power and conversion efficiency of electrical energy will result in significant difference of energy consumption for each fabrication procedure. In addition, consumption of electrical energy during shipbuilding can be evaluated with rating power of fabrication equipment and working hours, which unit generally is KW*h. Furthermore, chemical energy is also employed for fabrication processing of steel plate and ship structure. Taking plate cutting and bending with flame heating as example, flame gas such as acetylene, propane, and methane (natural gas) are burned to heat a steel plate until its combustion temperature, and these flame gases are also burned to generate heat, temperature gradient in plate thickness direction, as well as bending moment for plate bending. During plate flame cutting, oxygen is another supplied gas for steel burning as violent oxidation reaction after reaching combustion temperature with plate preheating.
In addition, massive gases such as carbon dioxide and argon will be consumed during the processing of gas shielded arc welding while these gases can protect welding arc with stable droplet transition, favorable welding process, and excellent welding quality. In actuality, consumption of chemical energy as well as gas is difficult to be measured and evaluated due to local adjustment with manufacturing situation during previously mentioned fabrication processing.
3.1 Steel pretreatment processing
Steel pretreatment processing as the first shipbuilding phase has three fabrication contents such as plate straightening, surface rust cleaning, and priming paint protection. Figure 4 shows the typical equipment for steel pretreatment processing, which are usually utilized together as a continuous line of mechanization production in a shipyard and ocean engineering company.
Figure 4.
Typical equipment for steel pretreatment.
Energy consumption of steel pretreatment line is electrical energy, and their rating powers are generally about 1000KW for investigated shipbuilding companies. In addition, fabrication processing such as surface rust cleaning and priming paint protection will consume massive electrical energy due to rating power of equipment and fabrication loading, which are usually considered as processing phase with high energy consumption during shipbuilding.
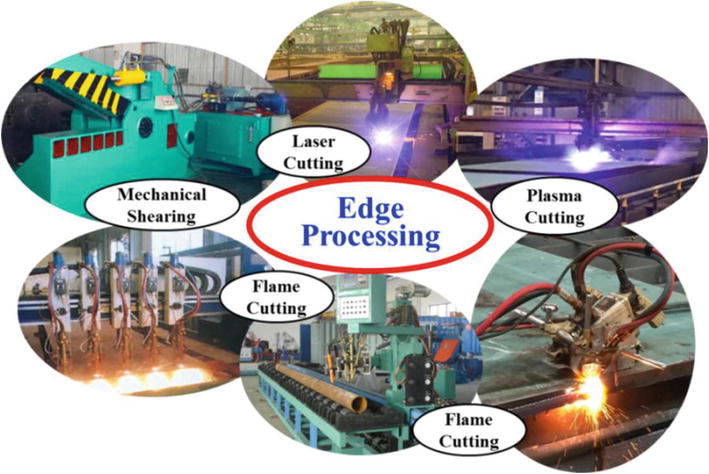
3.2 Plate edge processing
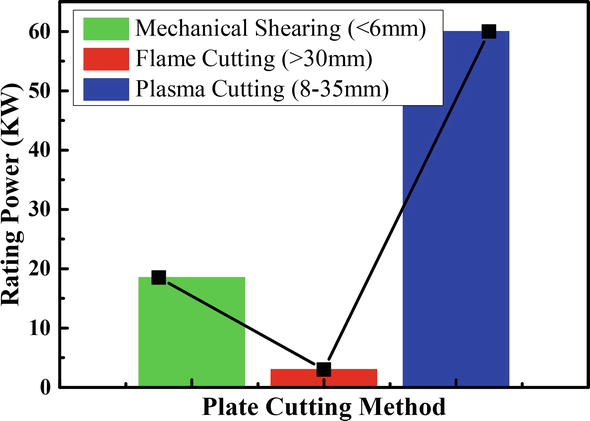
After steel pretreatment processing, plate edge processing, including plate cutting and welding groove working, is then carried out according to the design and arrangement based on the geometrical feature of various pieces. With different physical mechanisms, there are generally three approaches for plate cutting during shipbuilding, which are mechanical cutting, chemical cutting with flame heating, and plasma cutting.
As shown in Figure 5, this is typical equipment for plate edge processing, while flame heating as the most popular approach is employed for plate cutting and welding groove working. Figure 5 also shows the typical equipment for plate cutting with plasma.
Figure 5.
Typical equipment for plate edge processing.
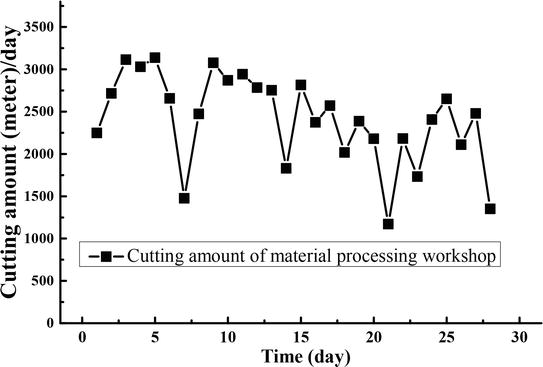
Figure 6 compares the rating power of different cutting methods during shipbuilding. It can be seen that different cutting approaches will be employed for plate cutting due to plate thickness, and the rating power of flame cutting is much less than that of plasma cutting, which is the result of massive consumption chemical energy of combustible gases. Moreover, the material processing workshop of CIMC Raffles offshore engineering company was visited and investigated, while cutting capacity is demonstrated to be about 2,412m for each day as shown in Figure 7.
Figure 6.
Comparison of the rating power of typical cutting equipment.
Figure 7.
Cutting capacity of material processing workshop (CIMC Raffles offshore engineering company).
3.3 Plate bending processing
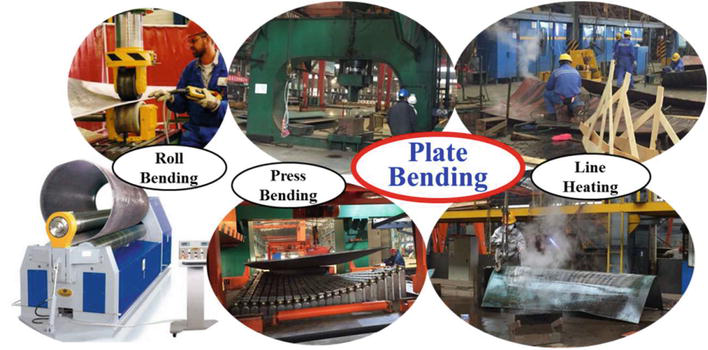
In order to guarantee excellent hydrodynamic performance of advanced ship, ship hull structure is designed with various curvatures, which can be obtained with plate forming processing in shipbuilding [23]. Currently, plate forming for curved hull structure can be achieved by either cold forming with rolling and mechanical pressing or thermal forming such as oxygen-acetylene flame heating, laser heating, and induction heating as shown in Figure 8. During roll bending, displacement of upper roller with moving down and distance between the two lower rollers will determine the bending curvature, while spring-back magnitude should be considered due to elastic-plastic mechanical behavior. In general, plate forming with single curvature is achieved by roll forming with three-roller, and press forming is used for plate forming with double curvatures as well as complex curved geometry.
Figure 8.
Typical fabrication processing for plate bending.
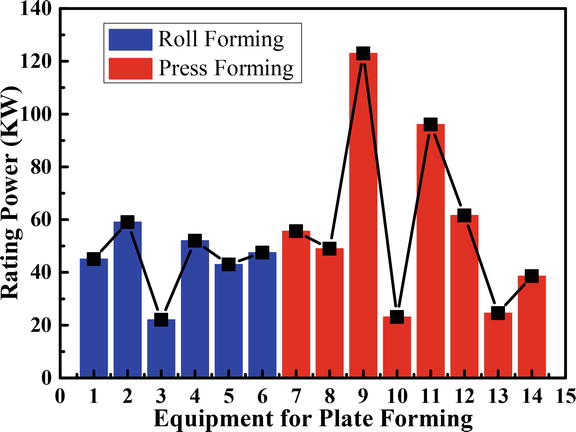
As mentioned above, energy consumption of cold forming processing can be evaluated with the rating power of employed equipment and working hour. Figure 9 summarizes the rating power of equipment with roll-forming and press-forming approaches. In addition, energy consumption of cold-forming processing for ship hull construction is generally not too much due to expensive equipment and weak flexibility.
Figure 9.
Equipment and their energy consumption for plate cold bending processing.
Besides plate cold-forming processing with rolling and pressure, plate forming also can be carried out with thermal processing. In addition, flame heating by burning of acetylene, propane, and methane (natural gas) or induction heating can be employed to heat plate surface. Then, the temperature gradient and nonuniform distribution of residual plastic strain in plate thickness direction can be generated, while bending moment is also generated to achieve out-of-plane bending deformation. In Figure 8, plate bending is carried out with a skilled worker by means of flame heating, while water cooling is usually employed to enhance the temperature gradient and bending moment, as well as bending processing efficiency.
Comparing with the limitation of plate cold forming, plate thermal forming can be employed to obtain curved plate with arbitrary geometry such as variable curvatures, complex double curvatures. Therefore, geometrical shape and fabrication accuracy after plate bending should be measured and checked with various templates according to objective curvature; also, non-touch laser scanning technology is already employed with high efficiency and precision for cured plate measurement in some advanced shipyards.
3.4 Assembling and welding processing
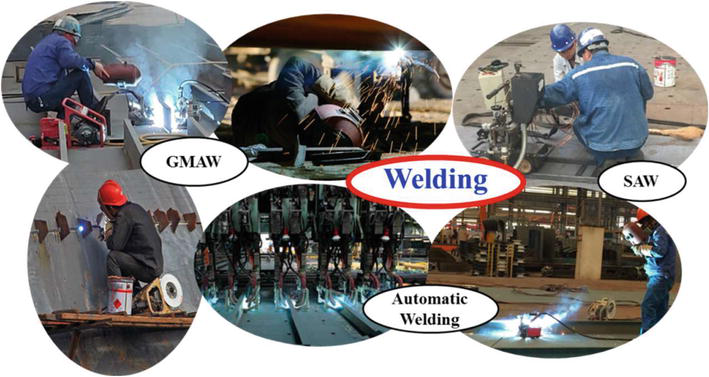
Welding with assembling as the most essential fabrication processing in shipbuilding is employed to gradually fabricate component, structural piece, ship section, and block with joining approach. By definition, welding means a joining activity with molecular bonding together for similar or dissimilar metal parts, while heat or pressure is applied, and sometimes both applications are carried out [24]. Working hours during welding processing will take about 50–60% of the shipbuilding schedule due to massive production loading and relatively lower productivity with less automatic equipment such as welding robot. Nowadays, employed welding approach in Chinese shipyard is manual welding, GMAW (gas metal arc welding) with CO2, and SAW (submerged arc welding).
As shown in Figure 10, GMAW with CO2 can be generally observed for stiffened ship panel welding in assembling fabrication workshop. Also, a welder should wear working protective clothing and shielded face mask to avoid radiation of welding arc on skin cauma. Meanwhile, SAW is usually employed for thick plate butt-welding by semiautomatic equipment as shown in Figure 10. SAW can support enough fabrication requirements such as quality of welding seam and mechanical performance, while welding equipment with large volume and high cost is usually employed for ship hull structure fabrication with thick plates.
Figure 10.
Typical welding method during shipbuilding.
It can be seen that working condition of gas shielded arc welding with CO2 is roughly terrible, and massive smoke particles are generated, which have serious pollution influence on atmosphere environment. However, gas-shielded arc welding has better flexibility and lower cost compared with SAW to implement complex welding requirement during the fabrication of various ship structures, while SAW is carried out with certain limitation for wide application due to the requirement of moving car and its guide rail facilities.
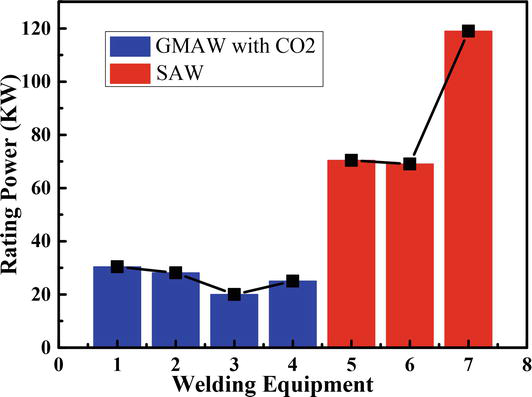
In the view of energy consumption and welding heat input, SAW has large linear energy and can be employed for thick plate butt-welding with large heat input for high productivity. Heat efficiency of SAW is almost over 90% due to the protection action of weld flux, while electrical energy can be well converted to heat energy for metal fusion welding. This weld flux, which guarantees stable processing of arc welding, can be recycled to reduce fabrication cost. Meanwhile, heat efficiency of gas shielded arc welding with CO2 is about 60–80%, while partial electrical energy is converted to arc light and heat energy with loss to ambient air as compared in Figure 11.
Figure 11.
Comparison of rating power of GMAW and SAW.
3.5 Plate and structure painting processing
Besides priming painting protection during steel pretreatment, painting processing during ship section fabrication in workshop and ship block joining in outside dock is sequentially carried out with anticorrosion and antifouling processing on a steel plate surface to improve the service life of a ship and offshore structure. Painting processing is achieved by supporting equipment to uniformly spray coating material with protected purpose on the inside and outside surfaces of ship structure.
In general, paining processing is always carried out in a closed workshop for atmosphere-pollution prevention due to massive emission of hazardous waste gas. Rating power of painting equipment is about 1000 kW with investigation, while energy consumption of painting equipment is roughly large comparing with that during previous fabrication processing. Also, large fabrication loading about painting is desired due to different protection requirement of ship region under various external environment loadings.
As mentioned above, there are various fabrication procedures such as steel plate cutting, bending, and welding in shipyard; in addition, pollutants such as dust particles (PM2.5, PM10), VOCs, noise, sewage, as well as other solid and liquid waste will be also generated and emitted into nature, which has a serious influence on the atmosphere and ecological environment. In particular, VOCs as well as hazardous wastes such as waste paint barrel and waste paint residue will be inevitably generated during painting procedure. Steel plate cutting and welding will dominantly generate smoke and dust particles, and each fabrication procedure inevitably generates noise pollution.
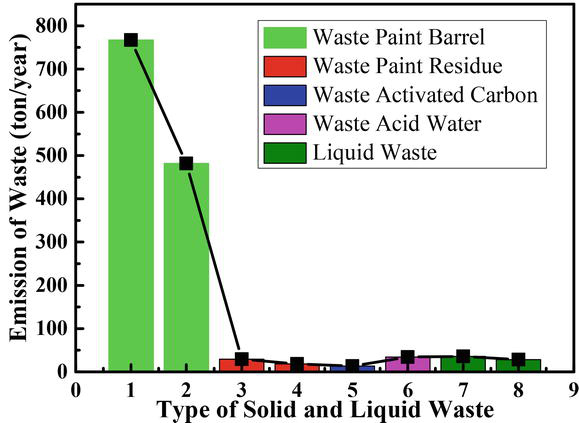
4.1 Solid and liquid waste
Leftover bits and pieces of ship steel generated during each shipbuilding phase can be recycled as temporary stiffener for reinforcement of structural stiffness. In general, there are lots of special collection boxes for gathering leftover bits and pieces in the fabrication workshop. Meanwhile, according to treatment regulation of hazardous wastes in shipbuilding industry, some solid and liquid waste with pollution effect on natural and ecological environment generated during fabrication procedure should be strictly gathered and treated by the company with professional certification with environmental protection. As compared in Figure 12, emission amount of pollutants such as waste paint barrel, paint waste as well as waste paint residue, waste activated carbon, and liquid waste were listed for surveyed domestic shipyard during the construction and painting procedure of ship structure.
Figure 12.
Emission amount of solid and liquid waste during shipbuilding.
4.2 Dust particles emission (PM2.5/PM10)
Emission of smoke-dust particles during ship and offshore construction is a common environment-pollution behavior, which will not only influence the atmosphere environment but also hurt the health of a worker. In general, massive smoke-dust particles will be generated throughout the entire phases of surface cleaning of steel plate, plate cutting, as well as welding.
Plasma cutting with lots of advantages is employed as popular cutting approach for plate edge fabrication in shipyard; however, massive smoke-dust particles will be also generated during plate cutting as shown in Figure 13, which causes serious pollution in the atmosphere environment. Meanwhile, welding process is another fabrication phase with the generation of massive smoke-dust particles as shown in Figure 14, and welding procedure as essential fabrication phase during shipbuilding roughly consumes about 50–60% working time of the total production schedule. For ship and offshore structure welding, manual welding and SMAW with CO2 are always employed due to their advantages such as lower cost and flexible operation feature.
Figure 13.
Dust particles emission during plasma cutting.
Figure 14.
Dust particles emission during welding.
Also, welding smoke-dust particles are difficult to gather and recycle because of various welding situation, which will have serious effect on atmosphere pollution and human health. SAW with large welding heat input is usually employed for thick plate butt-welding without emission of welding smoke-dust particles, while mobile equipment are required to limit their wide engineering application. In particular, the outside surface of a ship structure is required to be cleaned and polished during ship repair, while abrasive blasting at wharf or dock will generate massive dust particles and serious pollution of the atmosphere and environment due to arbitrary emission.
4.3 Volatile organic compounds
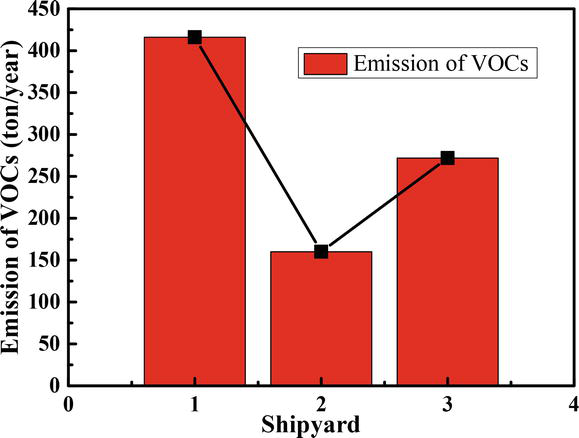
VOCs mean any compounds of carbon with volatility feature, which have an initial boiling point less than or equal to 250°C measured at a standard atmospheric pressure of 101.3 kPa [25, 26, 27]. VOCs will be generated and emitted during the painting processing for shipbuilding, which has the hazardous feature of strong volatility, pungent odor, and high poisonousness. In addition, VOCs have a harmful influence on human health, in particular serious harm on respiratory system of human, which even imperils the life safety of human. Thus, emission reduction of VOCs has significant influence and meaning for both the environment and human life. VOCs are already considered as important controlling and monitoring objective among various emitted contaminants during shipbuilding.
In the phase of steel pretreatment, priming paint protection will be carried out after surface rust cleaning with generation of VOCs and atmosphere and environment pollution. During the painting process of ship and offshore construction, massive paint will be consumed, and lots of VOCs will then be generated with serious pollution of the atmosphere and environment. In general, about 70–75% of the total paint will be consumed during the preprinting of ship structure in the fabrication workshop, and the remainder 25–30% of the total paint will be consumed during wharf painting. As shown in Figure 15, consumption amount of various paints and emission amount of VOCs for several domestic shipyards are listed, while their consumption and emission are mainly determined by total working load of shipbuilding. In addition, average density of VOCs is assumed as 0.8 g/l, and VOCs content of various paints can be evaluated as 650 g/l, which results from the VOCs content standard (unit: g/l) of paint in use for shipbuilding [28]. Moreover, VOCs content of paint in use for shipbuilding can be calculated with Eq. (1):
Figure 15.
Emission of VOCs in domestic shipyards.
CVOCs=CPVP+CtVtVP+VtE1
Where CVOCs (g/l) mean the VOCs’ content of paint in use for shipbuilding; Cp and Ct (g/l) mean the VOCs’ content of paint for shipbuilding and diluent, respectively; and Vp and Vt (l) mean the used amount of paint for shipbuilding and diluent, respectively.
4.4 Noise pollution
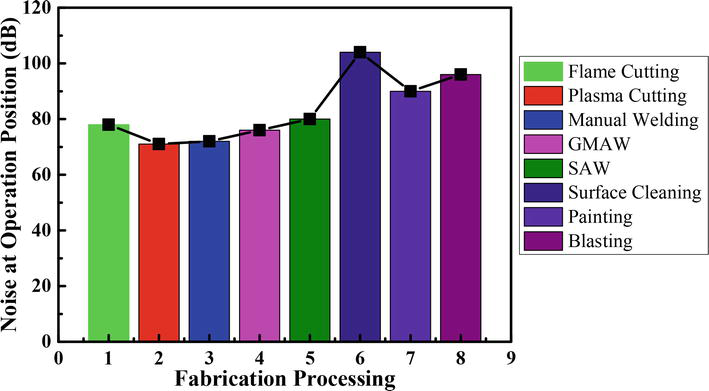
During each fabrication process of shipbuilding, noise is inevitably generated, while its pollution occurs more or less [29]. With the manual measurement with decibel meter, there is serious noise pollution in shipyards. Moreover, the noise at operation position of worker was measured during different fabrication processing as shown in Figure 16. Noise pollution will have harmful influence not only on the listening capacity and psychological health of a worker but also on the ordinary daily life of people living in staff quarters and nearby residential quarters. Therefore, necessary safeguard approach should be considered and employed such as protective clothing for workers and sound insulation equipment at the boundary of a factory.
5. Progresses and advanced solution for emission reduction
In order to achieve collaboration of high-quality development of shipbuilding industries and environment protection, actual fabrication processing for ship and offshore construction should be carried out according to corresponding policy and regulations.
At the beginning, most shipyards pay more attention to environmental governing and promotion of pollution-emission reduction in the factory district and fabrication workshop, which will improve and modify the working environment, as well as obtain certification of national environment protecting department. Various banners for environmental protection and pollution-emission reduction are hung in a conspicuous position of a factory district and fabrication workshop, which can constantly remind all workers to pay attention on environmental protection during fabrication processing. Moreover, these banners will increasingly enhance the consciousness and responsibility of environmental protection for each manufacturing staff member.
5.1 Solution for emission reduction of dust particles
Among the fabrication procedures during ship and offshore construction, the dust particles will be generated and emitted to the atmosphere and environment in the phases of surface cleaning of steel plate, plate cutting, as well as welding.
In order to reduce the emission of dust particles for environment protection, advanced cutting processing such as underwater plasma cutting and abrasive water jet (AWJ) cutting with high pressure were applied, while thermal deformation can be effectively reduced for accurate cutting. Ship plate steel is cut by AWJ with high pressure, which is an advanced green fabrication approach with development of water jet technique and high-speed grinding technique [30]. Meanwhile, reduction of smoke-dust particles emission can be achieved by modifying and upgrading flame-cutting equipment as well as plasma cutting equipment during the plate-cutting procedure, while recycling device of smoke-dust particles is usually installed. In addition, exhaust system with high power, as shown in Figure 17, is installed under the cutting platform to totally gather and recovery smoke-dust particles while avoiding arbitrary emission and atmosphere pollution. As usual, dust cover around cutting nozzle is employed to enhance the recycling efficiency of smoke-dust particles during cutting procedure.
Figure 17.
Exhaust system with high power for recycling smoke-dust particles during the cutting procedure.
For reduction of welding smoke-dust particles, dust catcher with movable device as shown in Figure 18 is employed in a shipyard. For the center welding position, welding smoke-dust particles can be gathered and recycled with movable dust catcher, while atmosphere environment can be well protected by means of avoiding arbitrary emission. However, the operation inconvenience and huge requirement are disadvantages that limit their wide engineering application only for some positions with good welding configuration. An exhaust fan, as shown in Figure 18, is also installed in the more position of fabrication workshop to effectively gather and recovery smoke-dust particles for arbitrary emission elimination during plate cutting and structure welding. Moreover, welding wire with advanced chemical components and high cost is another option for less emission of welding smoke-dust particles and environment protection in some shipyard and ocean engineering companies.
Figure 18.
Movable dust catcher for welding process and exhaust fan in workshop.
With the above solution for reduction of smoke-dust particles emission during plate cutting and structure welding processes, the vast majority of smoke-dust particles can be gathered and recycled, and the amount of smoke-dust particles emission can basically satisfy the emission standard of laws and regulations [31].
5.2 Solution for emission reduction of VOCs
In order to satisfy the requirement of atmosphere and environment protection, reduction of pollution emission is usually considered during the ship and offshore construction. In particular, VOCs during the priming painting protection of pretreatment and painting will be generated and emitted to atmosphere, which has serious harm to human health and is considered as the essential pollutant of the environment.
Currently, there are some practical solutions for emission reduction of VOCs and enhancement of atmosphere environment quality, which will be employed due to configuration of organic exhaust gas such as component percentage, VOCs concentration, as well as its amount and flow velocity. During painting processing for ship and offshore construction, treatment technology of organic exhaust gas including VOCs is generally employed to control and reduce emission amount with terminal governance, which are basically classified into two classifications: recycling technology and removing technology with combustion decomposition of thermal oxidation or biochemical reaction of VOCs [26, 27]. Nowadays, adsorption recycling technology, thermal oxidization technology with catalytic combustion, and biological technology are the main top three treatment technology employed for VOCs emission treatment in shipyard, whose percentages of market share are 38%, 22%, and 15%, respectively. Meanwhile, other advanced technologies such as biological technology, photochemical catalysis technology, membrane technology and plasma destruction technology, and photochemical catalysis technology are gradually employed to effectively reduce the VOCs amount of organic exhaust gas and to rapidly reach emission standard.
Based on the applied technology for VOCs treatment, recycling technology with pressure swing adsorption, thermal swing adsorption, adsorption with activated carbon, and condensation is usually employed to gather VOCs for exhaust gas with high concentration of VOCs, while the remaining amount of VOCs should be reduced to the emission limit of ship industry [28]. For the exhaust gas with medium concentration of VOCs, recycling technology can be employed; meanwhile, thermal oxidization technologies due to combustion with regenerative thermal oxidizer (RTO) and regenerative catalytic oxidation (RCO) are also employed to clear organic exhaust gas, while VOCs will be converted to CO2 and H2O without harmful effect to human, and these gases will be then emitted into the atmosphere. Heat generated during VOCs combustion should be recycled for preheating the organic exhaust gas to be treated with thermal oxidization technology. For the exhaust gas with low concentration of VOCs, thermal oxidization technology due to combustion is usually employed, while pressure swing adsorption and condensation are always carried out in advance to obtain VOCs with high concentration for effective combustion.
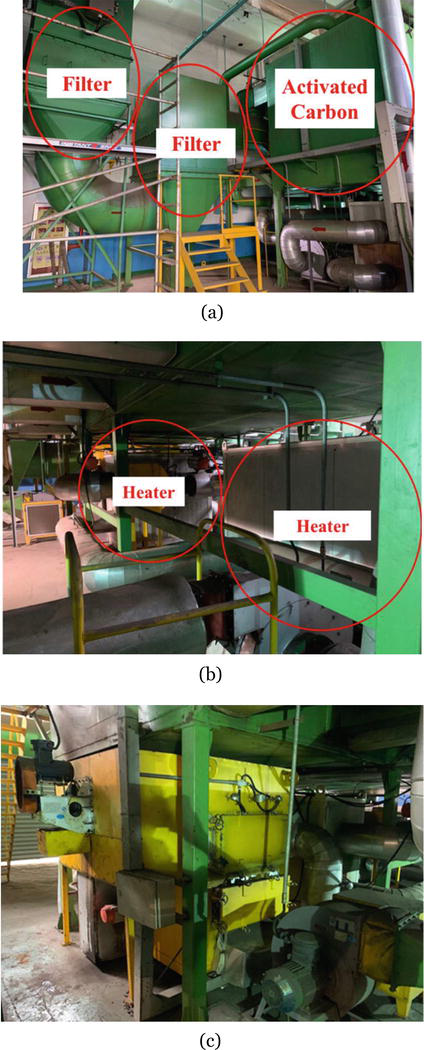
For the shipyard and ocean engineering construction industry, emission of VOCs during painting processing has some characteristics such as diversity of generation sources, complicated components, lower concentration, valueless or higher cost of recycling, as well as massive amount with distribution. Therefore, adsorption technology based on activated carbon with honeycomb form with large specific surface area is usually employed for recycling of VOCs during treatment of organic exhaust gas with low concentration, and exhaust gas by means of adsorption clearance with less VOCs will be emitted with external vent pipeline as shown in Figure 19. In the painting workshop, advanced treatment approach with adsorption-condensation- desorption-catalytic combustion is generally carried out for thoroughgoing VOCs clearance, while heat generated during VOCs combustion is gathered to preheat the subsequent organic exhaust gas for cost reduction without additional consumption of fuel. As shown in Figure 20, processing line and its corresponding equipment are demonstrated in shipyard. In detail, VOCs with low concentration is condensed with activated carbon with honeycomb form beforehand, and then, desorption processing is carried out to obtain condensed VOCs with higher concentration, which will be burned by means of catalytic combustion. In addition, noble metal (such as platinum and palladium) as catalysator is applied to burn VOCs at lower temperature, and CO2 and H2O without harm to human health will be generated and emitted into atmosphere.
Figure 19.
Adsorption and gathering equipment to deal with organic exhaust gas with low concentration VOCs.
Figure 20.
VOCs clearance with adsorption–condensation–desorption–catalytic combustion processing and corresponding equipment. (a) Adsorption–condensation device based on activated carbon with honeycomb form on organic exhaust gas with low concentration VOCs. (b) Desorption of condensed VOCs form activated carbon with honeycomb form by means of heating above 80°C. (c) Catalytic combustion of condensed VOCs with noble metal as catalysator at lower temperature.
The detailed information and technological parameters of equipment for clearance of low concentration VOCs in painting workshop are listed in Table 2 while activated carbon with honeycomb form, noble metal (such as platinum and palladium) as catalysator, as well as technological parameters of absorption device and catalytic combustion device are also introduced.
Content
Technological parameters
Value in detail
Main draught fan
Capacity of air quantity
50,000 m3/h
VOCs concentration of organic exhaust gas
≤1000 mg/m3
Rated power
55 kW
Wind pressure
2800 Pa
Activated carbon with honeycomb form
Size
100 mm × 100 mm × 100 mm
Wall thickness
0.5 mm
Density
0.42–0.46 g/cm3
Cavity density
100/in2
Desorption temperature
≤230°C
Catalysator
Size
100 mm × 100 mm × 100 mm
Wall thickness
0.33–0.39 mm
Cavity density
200/in2
Content of noble metal (Pt/Pd)
600 ± 10% mg/l
Rate of water absorption
19–24%
Softening temperature
≥1380°C
Absorption device
Clearance efficiency
≥95%
Content of activated carbon
15 m3
Wind speed
1.0 m/s
Rated power
13 kW
Capacity of air quantity
3500 m3/h
Wind pressure
4000 Pa
Catalytic combustion device
burning temperature of VOCs
220–250°C
Rated power
96 kW
Capacity of air quantity
1800 m3/h
Wind pressure
750 Pa
Table 2.
Technological parameters of equipment for absorption-condensation-desorption-catalytic combustion processing.
Among all thermal oxidization technologies, RTO and RCO are the most common technology for VOCs clearance due to steady application and best results.
In detail, RTO technology can heat the organic exhaust gas with VOCs to the temperature of above 760°C and make VOCs decompose with Oxidation combustion to be CO2 and H2O while the generated heat during VOCs combustion will be stored in a special heat accumulator. Then, this regenerative heat will be employed for preheating the subsequent organic exhaust gas with thermal oxidization combustion, which requires the processing working of oxidation combustion to continuously maintain as soon as possible. In addition, fuel consumption can then be reduced for heating of organic exhaust gas, while fuel consumption is determined by flow velocity of organic exhaust gas, concentration of VOCs, thermal storage capacity of heat accumulator, as well as surface heat loss due to convection and radiation. It is suitable to deal with organic exhaust gas with VOCs of 100–3500 mg/m3, and decomposition efficiency of VOCs is about 95–99% with convenient operation and long service life; however, the weight of equipment is huge due to the application of ceramic heat accumulator, which is usually located in the outdoor due to its large volume. Meanwhile, investment of RTO is much more expensive
With catalysator of noble metal (Pt/Pd), RCO technology can effectively decompose the VOCs by means of oxidation combustion into CO2 and H2O in lower temperature of 200–400°C for solving pollution of organic exhaust gas. RCO has advantages such as lower requirement of fuel consumption and high quality of VOCs clearance with 97%, and it is suitable to deal with organic exhaust gas with flow velocity of 5000–200,000 m3/h by means of convenient operation. In addition, a special catalysator of noble metal is almost impregnated into storage ceramic material with honeycomb form for both lower fuel consumption and less cost of equipment, while the best clearance effect can be achieved and efficiency of thermal recovery is higher than 95%. Moreover, both thermal oxidizer (RTO) and RCO require expensive cost for corresponding equipment installation, and massive electrical energy will also be consumed during VOCs clearance operation of organic exhaust gas due to the large rated power of equipment for both thermal oxidization technologies with combustion.
Besides the technology mentioned above for reduction of VOCs emission during paint processing and protection of atmosphere environment quality, there are still other practical solutions to deal with pollution problem of VOCs emission during actual ship and offshore construction. An environmentally friendly coating material without VOCs, such as waterborne peelable paint, is also gradually employed for ship painting process, which is much more effective to reduce the emission amount of VOCs. Since the production technology of paint without VOCs is still not mature for its mass production, which has higher production cost without popular application in shipyard compared to conventional paint. Advanced painting equipment with high adhesion rate (higher than 70%) is employed to reduce VOCs pollution. In order to enhance the adhesion rate of paint, mixing air spraying equipment with advanced painting technology can be applied to achieve painting processing with high quality of certain thickness and evenness of coating, which also has lots of advantages such as high productivity and utilization efficiency of paint
Moreover, optimization of painting processing is also considered. In addition, painting of a ship piece and block is carried out in advance in a workshop or dry-dock with good condition, while VOCs can be well gathered and recycled to reduce the painting in outdoor yard and dock and atmosphere and environment pollution. In particular, shelter scheme during outdoor painting in some advanced shipyard is applied. In detail, the regions with painting in outdoor yard and dock were insulated and covered with special facilities, while emission amount of VOCs can be controlled without arbitrarily emission.
With the above investigation, situations of energy consumption and pollution emission for ship industry in China were presented, while their characteristic and influential factors were also examined; solutions for reducing dust particles and VOCs were introduced and applied to conform to the requirement of environment protection. The following conclusions were also obtained:
Fabrication procedures during shipbuilding with energy consumption and pollution emission were systematically introduced and summarized.
Consumptions of electrical and chemical energy of each fabrication processing were surveyed and examined, which have large difference due to actual working load, requirement of quality, fabrication approach, and utilization efficiency of energy.
All pollutants during shipbuilding were considered, and current emission amounts were also presented, which cause serious harm to atmosphere quality, ecological environment, and human health.
Dust particles with massive emission and atmosphere pollution were gathered and controlled with the application of advanced fabrication approach and posttreatment equipment.
VOCs as the critical pollutant were holistically examined with recycling and removing technologies based on their characteristics during shipbuilding, and some other solutions were also carried out to reduce the emission for environment protection.
References
1.Sands P. The United Nations framework convention on climate change. Review of European Community & International Environmental Law. 1992;1(3):270-277
2.Bodansky D. The United Nations framework convention on climate change: a commentary. Yale Journal of International Law. 1993;18:451-558
3.Bodansky D. The Copenhagen climate change conference: a postmortem. American Journal of International Law. 2010;104(2):230-240
4.Bodansky D. The legal character of the Paris Agreement. Review of European, Comparative & International Environmental Law. 2016;25(2):142-150
5.Savaresi A. The Paris Agreement: a new beginning? Journal of Energy & Natural Resources Law. 2016;34(1):16-26
6.Yuan J, Kang J, Yu C, Hu Z. Energy conservation and emissions reduction in China—progress and prospective. Renewable and Sustainable Energy Reviews. 2011;15(9):4334-4347
7.Liu X, Wen Z. Best available techniques and pollution control: a case study on China’s thermal power industry. Journal of Cleaner Production. 2012;23(1):113-121
8.Jiang P, Chen Y, Geng Y. Analysis of the co-benefits of climate change mitigation and air pollution reduction in China. Journal of Cleaner Production. 2013;58:130-137
9.Zhang S, Worrell E, Graus W. Co-benefits of energy efficiency improvement and air pollution abatement in the Chinese iron and steel industry. Energy. 2014;78:333-345
10.Zhou K, Yang S, Shen C. Energy conservation and emission reduction of China’s electric power industry. Renewable and Sustainable Energy Reviews. 2015;45:10-19
11.Liu Y, Zhou Y, Wu W. Assessing the impact of population, income and technology on energy consumption and industrial pollutant emissions in China. Applied Energy. 2015;155:904-917
12.Gosens J, Kåberger T, Wang Y. China's next renewable energy revolution: goals and mechanisms in the 13th Five Year Plan for energy. Energy Science & Engineering. 2017;5(3):141-155
13.Chang YC, Wang N. Environmental regulations and emissions trading in China. Energy Policy. 2010;38(7):3356-3364
14.Zheng S, Yi H, Li H. The impacts of provincial energy and environmental policies on air pollution control in China. Renewable and Sustainable Energy Reviews. 2015;49:386-394
15.Jin Y, Andersson H, Zhang S. Air pollution control policies in China: a retrospective and prospects. International journal of environmental research and public health. 2016;13(12):1219
16.Feng L, Liao W. Legislation, plans, and policies for prevention and control of air pollution in China: achievements, challenges, and improvements. Journal of Cleaner Production. 2016;112:1549-1558
17.Liu H, Jin X, Wu L. The impact of marine shipping and its DECA control on air quality in the Pearl River Delta, China. Science of The Total Environment. 2018;625:1476-1485
18.Qiao B, He W, Tian Y. Ship emission reduction effect evaluation of air pollution control. Transportation Research Procedia. 2017;25:3610-3622
20.Celebi UB, Vardar N. Investigation of VOC emissions from indoor and outdoor painting processes in shipyards. Atmospheric Environment. 2008;42(22):5685-5695
21.Chung JW, Lee ME. Case study of hazardous air pollutant concentrations in residential areas nearby small and medium scale shipbuilding companies. Journal of Environmental Science International. 2009;18(5):517-525
22.Malherbe L, Mandin C. VOC emissions during outdoor ship painting and health-risk assessment. Atmospheric Environment. 2007;41(30):6322-6330
23.Wang J, Yi B, Zhang C, Zhou H, Shu Y. Experiments of double curvature plate bending with induction heating and processing parameters investigation by computational analysis. Ocean Engineering. 2019;192:106596
24.Radaj D. Heat Effects of Welding: Temperature Field. Residual Stress: Distortion. Springer Science & Business Media; 2012
25.Khan FI, Ghoshal AK. Removal of volatile organic compounds from polluted air. Journal of Loss Prevention in the Process Industries. 2000;13(6):527-545
26.Everaert K, Baeyens J. Catalytic combustion of volatile organic compounds. Journal of Hazardous Materials. 2004;109(1-3):113-139
27.Kamal MS, Razzak SA, Hossain MM. Catalytic oxidation of volatile organic compounds (VOCs) – a review. Atmospheric Environment. 2016;140:117-134
28.The emission standard of air pollutants for shipbuilding industry, DB31/934-2015
29.Emission standard for industrial enterprises noise at boundary, GB 3096-2008
30.Momber AW, Kovacevic R. Principles of Abrasive Water Jet Machining. Springer Science & Business Media; 2012
31.Integrated emission standard of air pollutants, GB16297-201
Written By
Jiangchao Wang, Bitao Liu, Zhangjing Bao, Wencheng Jiang, Zichao Zhuo, Langxiong Gan and Yaqing Shu
Submitted: 30 May 2023Reviewed: 25 June 2023Published: 31 January 2024
 Open access peer-reviewed chapter
Open access peer-reviewed chapter