Open Access is an initiative that aims to make scientific research freely available to all. To date our community has made over 100 million downloads. It’s based on principles of collaboration, unobstructed discovery, and, most importantly, scientific progression. As PhD students, we found it difficult to access the research we needed, so we decided to create a new Open Access publisher that levels the playing field for scientists across the world. How? By making research easy to access, and puts the academic needs of the researchers before the business interests of publishers.
We are a community of more than 103,000 authors and editors from 3,291 institutions spanning 160 countries, including Nobel Prize winners and some of the world’s most-cited researchers. Publishing on IntechOpen allows authors to earn citations and find new collaborators, meaning more people see your work not only from your own field of study, but from other related fields too.
This chapter in this book will focus on the mechanical properties, including strength, toughness, and fatigue resistance, of titanium-based alloys and their significance in aerospace applications. It will discuss several types of titanium alloys and explore the unique characteristics of these alloys, such as high strength-to-weight ratio, corrosion resistance, and excellent high-temperature performance. The chapter also will discuss specific challenges and considerations in designing and manufacturing components using titanium-based alloys for aerospace applications, highlighting the benefits and limitations of these materials. Additionally, it will provide case studies and examples of successful applications in the aerospace industry, showcasing the uniqueness and effectiveness of titanium-based alloys in this field.
Department of Chemistry, College of Science, King Khalid University (KKU), Abha, Kingdom of Saudi Arabia (KSA)
Abdul Mohshen Sharif Ullah Siddique*
Department of Chemistry, College of Science, King Khalid University (KKU), Abha, Kingdom of Saudi Arabia (KSA)
Rayanah Barnawi
Microgravity Research Department, Exploration and Science Sector, Saudi Space Agency, Riyadh, Kingdom of Saudi Arabia (KSA)
*Address all correspondence to: abdulmohshen@gmail.com
1. Introduction
1.1 Historical background and development of titanium alloys for aerospace
The story of titanium alloys in aerospace begins with the discovery of titanium as a chemical element in the late eighteenth century [1]. Titanium alloys for aerospace span several decades, marked by significant advancements in material science, manufacturing processes, and the pursuit of lightweight and high-performance materials [2, 3]. In this detailed account, we will explore key milestones, challenges, and achievements that have shaped the use of titanium alloys in aerospace applications.
During World War II, the aerospace industry recognized the potential of titanium alloys due to their high strength-to-weight ratio and corrosion resistance [4]. However, it was not until the early twentieth century that researchers start exploring its potential applications. The processing and manufacturing techniques have played a crucial role in the widespread adoption of titanium alloys in aerospace. These techniques are hot and cold forming, forging, precision machining, and advanced joining methods such as electron beam welding, friction stir welding, and Kroll process [5]. Kroll process developed in 1930s by William Kroll, a commercially viable method for extracting titanium from its ore [6, 7]. This breakthrough laid the foundation for the future development of titanium alloys and has allowed for the fabrication of complex titanium components with enhanced precision, reliability, and reduced production costs [5].
However, widespread use was limited by the high cost and challenges associated with the extraction and processing of titanium [8]. After the war, efforts to overcome these obstacles led to the establishment of commercial-scale production facilities and advancements in manufacturing techniques.
Throughout the 1950s and 1960s, researchers focused on improving mechanical properties of titanium alloys through alloying and heat treatment methods [9]. According to previous studies, there are many types of titanium alloys, such as titanium aluminum tin zirconium molybdenum alloy (Ti-6Al-2Sn-4Zr-2Mo), titanium aluminum tin alloy (Ti-5Al-2.5Sn), and titanium aluminum vanadium alloy (Ti-3Al-2.5V). One significant breakthrough came with the development of titanium aluminum vanadium alloy (Ti-6Al4V), which became the most widely used titanium alloy in aerospace applications [10]. The combination of this alloy offered an excellent strength, corrosion resistance, and weldability [11].
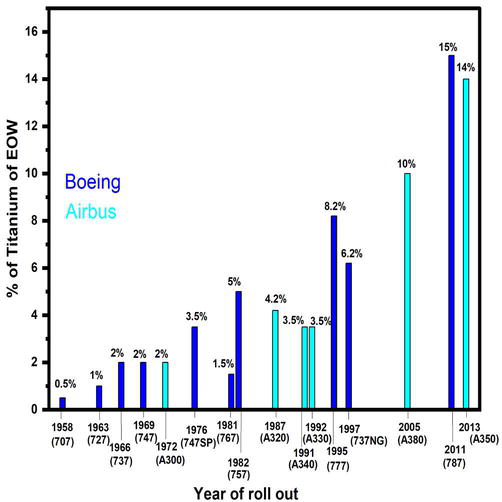
In the 1960s and 1970s, the aerospace industry recognized the unique advantages of titanium alloys, such as their lightweight nature, high strength, and resistance to corrosion and fatigue. Aircraft manufacturing began incorporating titanium components in air frames, engine systems, landing gears, and other critical structures [12]. Notable examples include the Boeing 747 and Concorde, which utilized titanium extensively [13]. The percentage of titanium in different types of aircraft is shown in Figure 1.
Figure 1.
Share of Ti in Boeing and Airbus aircraft as a percentage of operating empty weight (OEW) (edited and quoted from Ref. [14]).
In case of research and innovation, the development of titanium alloys for aerospace continues to evolve with ongoing research and innovation. Efforts are focused on improving the properties of existing alloys, developing new alloys with enhanced characteristics, and exploring advanced manufacturing technologies. Additive manufacturing is a promising technology in titanium alloy-based materials with the advantages of creating lightweight materials and reducing greenhouse gas emissions which enhance what is known as operation empty weight (OEW), thus increasing the usage of titanium in Boing and Airbus aircrafts as shown in Figure 1 [14]. Research is also investigating the use of additive manufacturing (3D printing) to create complex titanium components with reduced material waste and increased design freedom [15].
Looking ahead, the demand for titanium alloys in the aerospace to grow as aircraft manufactures seeks to improve fuel efficiency, reduce emissions, and enhance overall performance. However, challenges remain, including the high cost of raw materials [4], the complexity of processing titanium, and the need for further research to optimize the properties of titanium alloys for specific aerospace application.
2. Types of titanium alloys based on equilibrium at room temperature
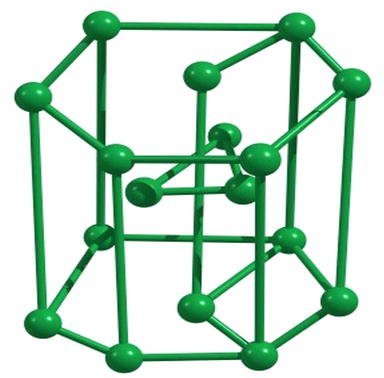
The term of alpha (α) and beta (β) titanium refer to different crystal structures that titanium can exhibit at different temperatures. There are five types of titanium based on equilibrium at room temperature called α alloys, near α alloys, β alloys, α + β alloys, and titanium-intermetallic compound.
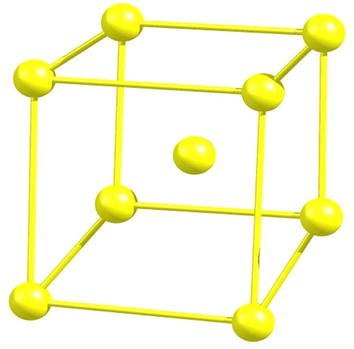
In the α phase, titanium has a hexagonal close-packed (HCP) crystal structure as shown in Figure 2. This phase is stable at temperature below 882°C, thus α titanium alloy has excellent properties which make them commonly used in application of aerospace components, biomedical implants, and chemical processing equipment. β titanium alloy has a body-centered cubic crystal structure (BCC) (Figure 3) and stable at temperature above 882°C. For α-β titanium alloy, the alpha phase may have some amount of β phase and likewise for beta phase. However, the β phase exhibit higher strength potential through aging, leading to increased mechanical properties, better deformability, higher diffusivity for interstitial elements, isotopic properties, high density, and lower creek resistance compared to α phase. But generally, β phase of titanium is more expensive than α phase [16, 17].
3. Overview of the significance and demand for titanium-based alloys in aerospace
Characteristics of titanium-based alloys play an important role in aerospace applications duo to their extraordinary properties and performance. Titanium-based alloys exhibit low density and exceptional thermal and mechanical resistance [18]. These properties are result of the unique composition and crystal structure of titanium alloys [19], which can be tailored through alloying and heat treatment processes, making them ideal for various aerospace applications [20]. The demand for titanium-based alloys in aerospace continues to grow due to the following reasons: For lightweight construction, titanium alloys have significantly lower density compared to steel and other metals, such as iron and nickel, resulting in lighter aircraft components [21]. Moreover, the weight reduction contributes to fuel efficiency, increased payload capacity, and improved overall performance [22]. Table 1 shows the different properties of titanium compared with other metals.
The properties
Ti
Al
Fe
Ni
Melting point [°C]
1670
660
1538
1455
Density [g/cm3]
4.5
2.7
7.9
8.9
Fatigue resistance
Very high
Medium
Low
High
Elastic modulus [GPa]
115
72
215
200
Reactivity with oxygen
Very high
High
Low
Low
Electrochemical Corrosion resistance
Very high
High
Low
Medium
Metal price
Very high
Medium
Low
High
Tensile strength [MPa]
240
90
50
59
Thermal conductivity [W/mK]
15-22
221-247
68-80
72-92
Table 1.
Comparison of titanium metal properties with different metals [18, 23].
Titanium-based alloys possess excellent strength-to-weight ratios, offering exceptional structural integrity while keeping weight to a minimum. This characteristic is crucial for critical aerospace components that require both strength and lightness, such as airframe structures, engine components, and landing gear [24].
Aerospace applications often involve exposure to harsh environments, including high altitudes, temperature variations and corrosive substances. Titanium-based alloys exhibit exceptional corrosion resistance, ensuring the longevity and reliability of aircraft components, even in challenging operating conditions like high temperatures. For this reason, titanium-based alloys are suitable for components exposed to extreme heat, such as turbine blades and exhaust systems. Their ability to retain strength and integrity at elevated temperatures contributes to enhanced safety and durability [25].
The fatigue resistance of titanium-based alloys is crucial as aircraft components undergo cyclic loading during operation. These alloys demonstrate excellent fatigue resistance [23], reducing the risk of structural failures and ensuring the safety of the aircraft. Meanwhile, properties of titanium-based alloys composites exhibit good compatibility with composite materials, which are increasingly used in modern aerospace design. Their ability to bond effectively with composites allows for the fabrication of hybrid structures [26], combining the advantages of both materials. In addition to these exceptional properties, titanium-based alloys are in high demand in the aerospace industry. As aircraft manufacturers strive for improved performance, fuel efficiency, and safety, the utilization of titanium-based alloys continues to increase across various aircraft systems and components, including engines and fasteners. The growth in the aerospace sector, coupled with ongoing advancements in materials science and manufacturing processes, further drives the significance and demand for titanium-based alloys in aerospace applications.
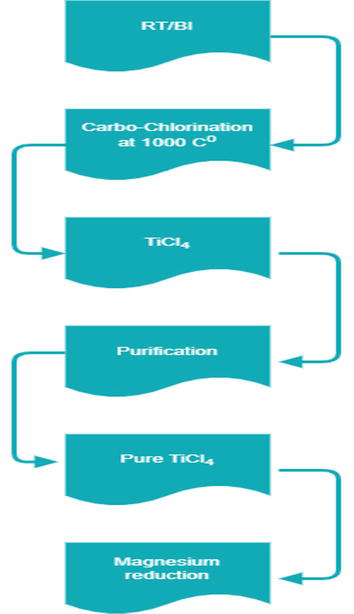
Titanium extraction poses challenges due to its high melting point, chemical reactivity, and the stability of its oxide, titanium dioxide (TiO2). Early attempts to reduce TiO2 resulted in impurities that compromised the mechanical properties. Various methods were explored, including electrolysis and reduction with sodium, magnesium, and other substances. The Kroll process, developed in 1937, involving the reduction of titanium tetra chloride (TiCl4) with magnesium, became a widely adopted method for producing high-purity titanium as shown in Figure 4. Another method, fused salt electrolysis of TiCl4, showed potential but has not been commercially implemented. The Hunter process, using sodium reduction, confronts challenges such as handling hazards, temperature control, and reductant regeneration. The Kroll process and sodium reduction were used for industrial production of titanium sponge, but some companies have ceased operations. Electrowinning of titanium through fused salt electrolysis of TiCl4 has been studied but not successfully implemented on a commercial scale. The challenges of this method include maintaining effective separation of anolyte and catholyte and ensuring quality in harvesting and post-electrolysis treatment of the sponge [27]. The conventional methods of titanium extraction are widely recognized as established techniques for extracting titanium.
Figure 4.
The Kroll process of titanium extraction.
Rutile and beneficiated ilmenite (RT/BI) are both minerals that contain TiO2 and are used as sources of titanium. Rutile is a naturally occurring mineral composed primarily of titanium dioxide. It has a reddish-brown to black color and is often found in beach sands (Figure 5).
Figure 5.
Rutile rock 5 cm width (coated from Ref. [28]).
Rutile is one of the most common minerals for extracting titanium due to its high titanium content and relatively low impurity levels. RT/BI, on the other hand, refers to ilmenite ore that has undergone a beneficiation process to improve its TiO2 content and remove impurities. Another important source of titanium is ilmenite that is composed of iron titanium oxide (FeTiO3) as shown in Figure 6.
Figure 6.
Ilmenite rock includes a high concentration of iron-titanium oxide (coated from Ref. [29]).
To increase the TiO2 concentration, the beneficiation technique is applied. The beneficiation process may involve various techniques such as gravity separation, magnetic separation, and flotation. Both rutile and RT/BI are used as feedstocks in the production of TiO2 pigment, which has a wide range of applications including paints, coatings, plastics, and paper. These minerals are also used as a source of titanium metal through processes such as the Kroll process discussed earlier. Carbo-chlorination at 1000°C is a chemical process used in the extraction of titanium from its ores, specifically rutile (TiO2) or ilmenite (FeTiO3). In this process, the ore is reacted with carbon usually in the form of coke or coal and chlorine gas (Cl2) at a high temperature of 1000°C. The carbo-chlorination reaction involves the following steps:
Formation of titanium tetrachloride (TiCl4): The carbon reacts with chlorine gas to form carbon monoxide (CO) and carbon tetrachloride (CCl4). The carbon tetrachloride then reacts with the titanium dioxide in the ore to produce titanium tetrachloride and carbon dioxide (CO2). Separation of titanium tetrachloride: Titanium tetrachloride is a volatile compound and can be separated from the reaction mixture by condensation, as it has a lower boiling point than other by-products. Overall, carbo-chlorination at 1000°C is an important step in the production of titanium tetrachloride, which serves as a precursor for various titanium-based products, including titanium metal and titanium dioxide pigment. In the Kroll process, magnesium reduction is a key step in the extraction of titanium from its ore, typically rutile or ilmenite. The process involves the following steps: Reduction: The titanium tetrachloride is then reduced using magnesium (Mg) as the reducing agent. The reaction takes place at a high temperature, typically around 900-1000°C, in a closed furnace or reactor [30, 31]. The reduction reaction can be summarized as in the following reaction (Eq. (1)):
TiCl4+2Mg→Ti+2MgCl2E1
In this reaction, magnesium reacts with titanium tetrachloride to produce titanium metal and magnesium chloride. The reaction is highly exothermic, releasing a significant amount of heat. After the reduction, the mixture is allowed to cool down, and the solid titanium metal is separated from the by-products, mainly magnesium chloride. The separation can be achieved through various methods, such as mechanical processes or selective dissolution in appropriate solvents. The obtained titanium metal may still contain impurities. Therefore, additional purification steps, such as vacuum distillation or other refining processes, may be required to achieve the desired level of purity. The Kroll process, with magnesium reduction as a crucial step, has been the primary method for industrial production of titanium since its development in 1937. It enables the production of high-purity titanium for various applications, including aerospace, chemical processing, and medical implants.
5. Examples of titanium alloys commonly used in aerospace applications
Ti-24Nb-4Zr-8Sn (also known as Ti2448): This alloy refers to compares the microstructure, defects, and mechanical properties of porous structures made from a b-type Ti-24Nb-4Zr-8Sn alloy manufactured using electron beam melting (EBM) and selective laser melting (SLM) techniques. The microstructure of EBM samples consists of α + β phases, while SLM samples contain a single β phase due to different powder bed temperatures. The faster cooling rate in SLM results in the formation of fine β dendrites, leading to higher compressive strength (50 ± 0.9 MPa) and lower Young’s modulus (0.95 ± 0.05 GPa) compared to EBM parts (45 ± 1.1 MPa and 1.34 ± 0.04 GPa, respectively). Large defects observed in the solid struts are likely caused by tin vaporization, which is more prevalent in SLM due to smaller laser spot size and faster cooling. The number of defects in SLM is approximately 10 times higher than in EBM. These defects have minimal impact on static properties and low-stress fatigue strength but result in reduced and variable fatigue life at high stress levels. Ti-2448, a Ti-24Nb-4Zr-8Sn alloy, exhibits high relative density when using a combination of high-energy density and low laser scanning speed [32, 33]. However, the yield strength of Ti-24Nb-4Zr-8Sn (Ti2448) and pure titanium alloy (Commercially Pure Titanium, Grade 2) was around 275 MPa (40 ksi) and 800-900 MPa (116-130 ksi), respectively. The addition of alloying elements such as Nb, Zr, and Sn in Ti2448 contributes to the solid solution strengthening and precipitation hardening, resulting in enhanced mechanical properties, including higher yield strength. This makes Ti2448 suitable for applications that require higher strength and improved mechanical performance compared to pure titanium alloys [34, 35].
Ti-6Al-4 V (also known as Grade 5 titanium): is renewed for its high strength. The yield strength of grade 5 titanium can vary somewhat depending on factors such as heat treatment, processing condition, and testing method. Different heat treatment process, such as solution treatment and aging, can be employed to enhance the mechanical properties of grade 5 titanium. However, typical values for the yield strength of grade 5 titanium rang from approximately 900-1100 MPa.
Grade 5 titanium offers several benefits based on its mechanical properties including yield strength, tensile strength, and compressive strength. Here are the key advantages of grade 5 titanium:
High strength: Due to high yield strength making it stronger than commercially pure titanium, the alloy’s strength allows for the design and manufacture of lightweight components without compromising structural integrity, making it highly suitable for aerospace applications.
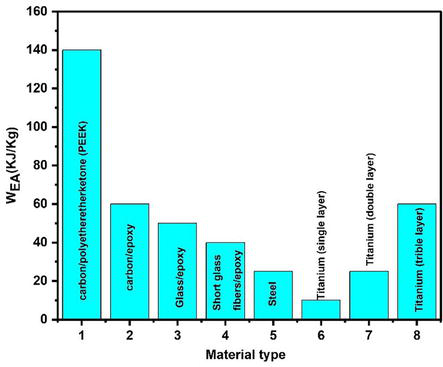
Good toughness: Grade 5 titanium also possesses good toughness making it capable of withstanding dynamic loading condition. The dynamic test was tested and concluded the grade 5 titanium alloy sheets allowed to analyze phenomena occurring under dynamic impact loading using a point weight and that revealed the maximum value of absorbed energy is 325 J for three plates. The good behavior of plates maybe of because discrepancy friction between grade 5 titanium layers. From previous study, grade 5 titanium can be tested as a glass reinforcement providing reliable and lightweight solutions for aircraft structures [36]. The specific energy absorption of composite materials can be calculated using:
WEA=EA/m(KJ/Kg)
Where EA is energy absorption and m is the mass of composite. Some examples of high-energy absorber materials are shown in Figure 7.
Figure 7.
Specific energy absorption properties depending on material type.
Grade 5 titanium is the most widely used titanium alloy in aerospace. It consists of 90% titanium, 6% aluminum, and 4% vanadium. It offers a good balance of strength, toughness, and weldability, making it suitable for various aerospace components, for instance, airframes [36, 37].
Ti-6Al-2Sn-4Zr-2Mo (also known as Ti 6-2-4-2): This alloy contains titanium, aluminum, tin, zirconium, and molybdenum. It exhibits high strength, excellent fatigue resistance, and good creep resistance at elevated temperatures. It is commonly used in compressor blades, discs, and other high-stress components in gas turbine engines [38]. Ti 6-2-4-2 exhibits high tensile strength typically ranging from 900 MPa to 1100 MPa. The yield strength of Ti 6-2-4-2 alloy is usually around 800 MPa, which is the point at which the material begins to exhibit permanent plastic deformation. The elastic modulus or Young’s modulus is approximately 110 GPa This property describes the material’s stiffness and its resistance to elastic deformation under applied stress. In addition, this alloy is characterized by resistance to indentation or penetration due to hardness value typically around 300-500 HB (Brinell hardness).
Ti-6Al-2Sn-4Zr-6Mo (also known as Ti 6-2-4-6): The elastic modulus, a measure of material stiffness, for Ti 6-2-4-6 is around 110 GPa (16 x 106 psi) [39]. This value indicates its ability to resist deformation under applied loads. It is used in critical aerospace applications such as engine components and structural parts [40].
Ti-5Al-2.5Sn (also known as Ti 5-2.5): This alloy contains titanium, aluminum, and tin. It has good weldability, high strength, and excellent corrosion resistance, particularly in seawater environments. It is commonly used in marine and aerospace applications, including aircraft engine components and offshore structures [41].
Ti 5-2.5 possesses good fatigue strength, allowing it to withstand cyclic loading without failure. The fatigue strength is typically around 450 MPa (65,000 psi) to 515 MPa (75,000 psi), depending on the specific conditions.
Ti-3Al-2.5 V (also known as Grade 9 titanium): This alloy consists of titanium, aluminum, and vanadium. It offers good weldability, high strength, and excellent corrosion resistance. It is primarily used in aircraft hydraulic systems, airframe structures, and engine components [42]. Moreover, Elongation: Grade 9 titanium exhibits good elongation properties, with a typical elongation at break of 15 to 20%. This indicates the alloy’s ability to deform before fracture, making it suitable for applications requiring ductility.
Ti-6Al-2Sn-4Zr-2Mo-0.1Si (also known as Ti 6-2-4-2S): This alloy is similar to Ti 6-2-4-2, but with the addition of silicon. It offers improved high-temperature stability and is often used in turbine components, such as blades and disks [12]. The yield strength is around 990 MPa, the ultimate tensile strength (UTS) is around 900-1010 MPa, the ductility El is 8%, and the reduction area is 20% [43].
Ti-6Al-2Sn-2Zr-2Mo-2Cr-0.25Si (also known as α-β grade titanium alloy): This alloy is similar to Ti 6242S but with the addition of chromium. It provides excellent strength, creep resistance, and oxidation resistance, making it suitable for hot section components in gas turbine engines [44]. The yield strength is around 850-910 MPa, the UTS is around 1010-1150 MPa, the elastic modulus is 120 GPa, and the beta-transus temperature (Tβ) is 1020°C [43].
Ti-15 V-3Cr-3Sn-3Al (also known as Ti 15-3-3-3): This alloy consists of titanium, vanadium, chromium, tin, and aluminum. This titanium alloy has high strength, good fatigue resistance, and excellent formability. It is used in applications such as landing gear components, airframe structures, and engine mounts [45]. The yield strength is around 800-1200 MPa, the UTS is around 900-1300 MPa, the elastic modulus is 86-115 GPa, and the beta transus temperature (Tβ) is 795°C [43, 46].
Ti-10 V-2Fe-3Al (also known as Ti 10-2-3): This alloy contains titanium, vanadium, iron, and aluminum. It offers high strength, good weldability, and excellent corrosion resistance. It is commonly used in aerospace applications that require high strength and toughness, such as landing gear and structural components [47]. Ti10-2-3 exhibits mechanical properties similar to Ti 15-3-3-3 [43].
Ti-4.5Al-3 V-2Mo-2Fe (also known as Ti 4.5-3-2-2): This alloy contains titanium, aluminum, vanadium, molybdenum, and iron. This alloy is recognized for its excellent strength, high-temperature stability, and corrosion resistance. It is used in aircraft engines and airframe structures, particularly in components exposed to high stress and elevated temperatures [48]. The yield strength is around 900 MPa, the UTS is around 960 MPa, the elastic modulus is 110 GPa, and the beta transus temperature (Tβ) is 900°C [43].
These intermetallic titanium base alloys are increasingly being used for low-pressure turbine (LPT) blades in aircraft engines such as in Boeing-B777x and A-320neo due to several advantages including high-temperature creep resistance, improved stiffness, and low weight. Recent ongoing research on other Ti alloys such as ATI Titan 23™ and Titan 23™ exhibits improved mechanical properties [12]. Here are the mechanical properties typically associated with TiAl alloys:
Elastic modulus: The elastic modulus of TiAl alloys is relatively low compared to traditional titanium alloys and other metallic materials. It is typically 80 GPa (11.6 x 106 psi) [49].
Elongation: TiAl alloys have limited ductility compared to conventional metallic materials. The typical elongation at break is around 1–2%. However, the alloys can exhibit good fracture toughness, which is important for resisting crack propagation [50].
Fatigue strength: TiAl alloys possess good fatigue strength, allowing them to withstand cyclic loading over extended periods. The fatigue strength is 150 MPa, depending on the specific alloy composition and processing conditions [51].
Hardness: The hardness of TiAl alloys can vary depending on the specific composition and heat treatment. It typically 200 HV, with variations based on the desired balance between strength and ductility [52].
Additionally, TiAl alloys offer other advantages in aerospace applications, such as high-temperature resistance, good oxidation and corrosion resistance, and low thermal expansion coefficients.
It is important to note that the mechanical properties of TiAl alloys can vary depending on the specific alloy composition, processing methods, and heat treatments employed. Therefore, it is advisable to refer to the material specifications or consult with the manufacturer for precise mechanical property information for a particular TiAl alloy.
7. Titanium-polymer composite and hybrid materials
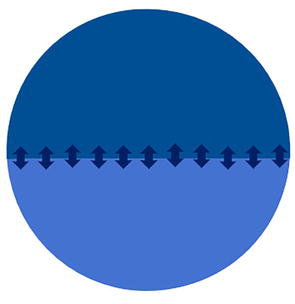
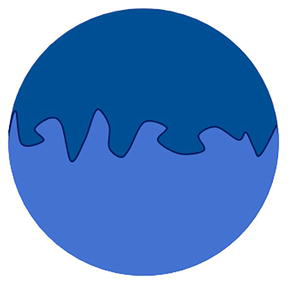
Polymer materials play an important role as a modification technique of titanium alloys either as a polymer such as FM-5 or as a polymer composite such as carbon fiber-reinforced plastic. Polymers and polymer composites have very attractive properties combining properties of titanium alloys and the properties of polymers as weight saving, and both are used with metals as adhesives (to join titanium alloy to polymer composites or metals), and adhesion (materials result from a force of connection between titanium alloys and polymers). Both adhesion and adhesive must operate in high-temperature environments and maintain their mechanical properties to operate successfully for aerospace applications. Titanium/polymer adhesion can be synthesized by the polymerization of monomers on the titanium surface to form adhesion bonding between these components. It should be noted that two mechanisms are possible to elucidate the bonded joints: chemical interactions and mechanical interlocking as shown in Figures 8 and 9, respectively [53]. Titanium alloys/polymers-based hybrid materials have many advantages such as protection and weight reduction [54]. Titanium alloy hybrid materials can be explained by the joint between Ti and carbon-fiber-reinforced polymer (Ti-CFRP).
Figure 8.
Chemical interaction mechanism of adhesively bonded joints [53].
Figure 9.
Mechanical interlocking mechanism of adhesively bonded joints [53].
An example of the unique applications of using polymers with titanium alloys is to improve the antistatic properties of metal-matrix composites as well as corrosion resistance [55]. Composite materials consist of a matrix and a filler resulting in a composite that combines both matrix and filler properties, while hybrid materials consist of mixed components resulting in a material with individual properties. There are titanium-polymer composites and hybrids used in aerospace applications that combine the properties of titanium alloys with the benefits of polymers. In addition, these titanium-polymer composites are designed to provide a balance between the desirable properties of titanium alloys and polymers, offering improved performance and versatility in aerospace applications. These composites offer lightweight materials with improved mechanical properties and enhanced resistance to fatigue and impact.
Titanium/polyetheretherketone (PEEK) composite: PEEK is a high-performance polymer that is often reinforced with titanium fibers or particles. The combination of titanium and PEEK results in a composite material with increased strength, stiffness, and heat resistance. It is used in aerospace applications such as brackets, connectors, and structural components [56].
Titanium/polyetherimide (PEI) composite: PEI is a thermoplastic polymer that can be reinforced with titanium fibers or particles. The resulting composite exhibits excellent mechanical strength, chemical resistance, and high-temperature performance. It is used in aerospace applications that require lightweight and durable components, such as aircraft interior parts and engine components [57].
Titanium/polyphenylene sulfide (PPS) composite: PPS is a high-performance thermoplastic polymer that can be combined with titanium fibers or particles. The composite offers good mechanical strength, chemical resistance, and dimensional stability. It finds applications in aerospace where lightweight, strong, and corrosion-resistant materials are needed, such as aircraft structural components and engine parts [58].
Titanium/PEI-carbon fiber (PEI-CF) composite: Carbon fiber-reinforced PEI, also known as PEI-CF, can be further reinforced with titanium fibers or particles. This composite exhibits high strength, stiffness, and excellent thermal stability. It is used in materials for aerospace applications that require lightweight and high-performance characteristics, such as aircraft panels, wing structures, and rotor blades [59].
The composition of titanium alloys with polymers provides materials with unique mechanical properties. Titanium enhances the overall strength, stiffness, and density. A specific property of titanium alloys can be modified by composition with a polymer with this property. For example, PEEK is chemical-resistant, biocompatible, flexible and exhibits high tensile strength. PEI in contrast has a higher range modulus of elasticity than PEEK. The UTS of the PEI-CF composite is higher than the pure polymers as shown in Table 2. In addition, the mechanical properties of titanium/polymer composite materials can be manipulated by many factors such as the ratio between the titanium alloy and the selected polymer, the bond mechanism, the method of distribution, the particle size, and the effect on the interfacial strength of the titanium/polymer composite joint.
Modulus of elasticity (GPa)
Ultimate Tensile Strength (MPa)
Elongation at break (%)
Hardness (Rockwell M)
PEEK
2.14-7.58
50.3-265
1.5-110
85-109
PEI
0.00280-56.0
1.00-600
0.50-110
85-118
PPS
1.56-17.2
27.6-155
0.35-80
90-100
PEI-CF
4.50-56.0
124-650
0.50-8.0
90-105
Table 2.
Some mechanical properties of PEEK, PEI, PPS, and PEI-CF [60, 61, 62, 63, 64].
8. Factors affecting the modification of titanium alloys
Surface pretreatments of many titanium alloys have been studied to evaluate the effect on bond strength between the adhesive and the adherend’s surface and to avoid cohesive failures. According to a previous study, surface pretreatments on adhesive properties were measured by the contact angle between titanium and carbon fiber-reinforced plastic (CFRP). For instance, treatments of both substrate surfaces (titanium and the CFRP composite) include UV/ozone method to increase the surfaces’ free energy and create wetting characteristics [65].
Other factors affect the modification of titanium alloys as the following [17, 54]:
Ultrasonic welding for Ti-Nylon-6 CFRTP lap joints
Acid-picking (etching) of Ti alloy surfaces
Anodization
Vibratory shot peening
Brazing process
Heating pretreatment
Alkaline degreasing
Priming
Another surface treatment can be achieved by plasma polymerization on a titanium alloy’s surface which results in stable corrosion protection and strengthens the adhesive bonding. An example of this method was described using argon plasma polymerization of Si-films on the Ti6AL4V substrate to study the effect of the deposition pressure on surface properties such as layer thickness and surface roughness [66].
The plasma treatment significantly affected the surface properties and bond strength of these adhesives. The durability and mechanical properties of adhesive joints between Ti6AL4V with polyimides such as FM-5 and PETI-5 were investigated as promising materials for high-speed aircraft applications. The presence of high thermal characteristics of polyimides promotes these types of adhesives [67]. Polyether ether ketone (PEEK) is another class of polymers that have been used with plasma-nitrided titanium sheets owing to unique thermal and mechanical properties that meet the requirements of aerospace applications [68].
Other unique properties of certain titanium alloys are shape memory and pseudoelasticity behaviors (the ability to recover the original shape after being changed by temperature and pressure). The properties of interfacial adhesion of Ti-alloys and the other metal or polymer composites can be enhanced. Ti-Ni alloy is an example of these materials that have been used as smart materials and active materials in the aerospace area [69].
Recently, a study conducted a synthesis of a strong 3-dimensional (3D) interface configuration of matrix composite of the graphene nanoparticles-reinforced titanium alloy (Ti6AL4V) with the adherent TiB2 resulting in excellent strength and ductility [70].
In conclusion, this chapter discussed the mechanical properties and performance of titanium-based alloys in aerospace applications. The historical background and development of titanium alloys for aerospace were presented, highlighting the significance and demand for these alloys in the industry. The titanium alloys based on equilibrium at room temperature were explored, showcasing their diverse properties and applications.
The chapter also provides an overview of the titanium extraction process, shedding light on the complex manufacturing methods involved in producing these alloys. Several examples of titanium alloys commonly used in aerospace applications were mentioned, emphasizing their suitability for high-strength and lightweight structures.
Furthermore, the discussion extended to titanium aluminide intermetallic compounds and their potential benefits in aerospace engineering. The unique properties of titanium aluminide intermetallic alloys, such as high temperature resistance and excellence strength-to-weight ratio, make them promising candidates for advanced aerospace applications.
Lastly, the chapter touched upon the emerging field of titanium-polymer composites and hybrid materials. These innovative materials combine the desirable properties of titanium alloys with the advantages of polymer matrices, resulting in enhance performance and versatility.
In summary, the study of mechanical properties and performance of titanium-based alloys in aerospace applications is crucial for advancing the field of aerospace engineering. The continuous development utilization of these alloys, along with the exploration of new materials and manufacturing techniques, will contribute to the improvement of aircraft performance, fuel efficiency, and overall safety in the aerospace industry.
The authors would like to thank Dean of Scientific Research, King Khalid University, Abha, Saudi Arabia, for their encouragement to accomplish this chapter.
Conflict of interest
The authors declare no conflict of interest.
Thanks
This work is dedicated to the authors’ parents and to those who inspired it.
Acronyms and abbreviations
OEW
operation empty weight
α
alpha
β
beta
Ti
titanium
HCP
hexagonal close-packed
BCC
centered cubic crystal
TiO2
titanium dioxide
°C
celsius
g/cm3
gram/centimeter
GPa
gigapascals
MPa
megapascals
W/mK
Watts per meter kelvin
TiCl4
titanium tetra chloride
RT/BI
rutile and beneficiated ilmenite
FeTiO3
iron titanium oxide
Cl2
chlorine
CO
carbon monoxide
CCl4
carbon tetrachloride
CO2
carbon dioxide
Mg
magnesium
EBM
electron beam melting
SLM
selective laser melting
TiAl
titanium aluminide
LPT
low-pressure turbine
Ti-CFRP
Ti and carbon-fiber-reinforced polymer
PEEK
polyetheretherketone
PEI
polyetherimide
PPS
polyphenylene sulfide
PEI-CF
PEI-carbon fiber
CFRP
carbon fiber-reinforced plastic
References
1.Whittaker M. Titanium alloys. Metals. 2015;5:1437-1439. DOI: 10.3390/met5031437
2.Prasad Y, Seshacharyulu T. Processing maps for hot working of titanium alloys. Materials Science and Engineering A. 1998;243:82-88. DOI: 10.1016/S0921-5093(97)00782-X
3.Brewer W, Bird R, Wallace T. Titanium alloys and processing for high speed aircraft. Materials Science and Engineering A. 1998;243:299-304. DOI: 10.1016/S0921-5093(97)00818-6
4.Chunxiang C, BaoMin H, Lichen Z, Shuangjin L. Titanium alloy production technology, market prospects and industry development. Materials & Design. 2011;32:1684-1691. DOI: 10.1016/j.matdes.2010.09.011
5.Kothari K, Radhakrishnan R, Wereley N. Advances in gamma titanium aluminides and their manufacturing techniques. Progress in Aerospace Sciences. 2012;55:1-16. DOI: 10.1016/j.paerosci.2012.04.001
6.Wartman F, Baker D, Nettle J, Homme V. Some observations on the Kroll process for titanium. Journal of the Electrochemical Society. 1954;101:507-513. DOI: 10.1149/1.2781146
7.Kroll W. How commercial titanium and zirconium were born. Journal of the Franklin Institute-Engineering and Applied Mathematics. 1955;260:169-192. DOI: 10.1016/0016-0032(55)90727-4
8.Froes F, Imam M. Cost affordable developments in titanium technology and applications. Key Engineering Materials. 2010;436:1-11. DOI: 10.4028/www.scientific.net/kem.436.1
9.Farthing T. Introducing a new material. The story of titanium. Proceedings of the Institution of Mechanical Engineers. 1977;191:59-73. DOI: 10.1243/PIME_PROC_1977_191_012_02
10.Subramanya R, Sathyanarayana P, Kumar S, Thangarasu V, Manjunatha K. High speed machining of titanium Ti 6Al4V alloy components: Study and optimisation of cutting parameters using RSM. Advances in Materials and Processing Technologies. 2022;8:277-290. DOI: 10.1080/2374068X.2020.1806684
11.Rawal S, Brantley J, Karabudak N. Additive manufacturing of Ti-6Al-4V alloy components for spacecraft applications. In: Sixth International Conference on Recent Advances in Space Technologies (RAST’6) 12-14 June 2013. Istanbul: IEEE; 2013. pp. 5-11
12.Williams J, Boyer R. Opportunities and issues in the application of titanium alloys for aerospace components. Metals. 2020;10:705. DOI: 10.3390/met10060705
13.Petrescu RVV. About supersonic flight and mach 3 flying. American Journal of Engineering and Applied Sciences. 2020;13:451-476. DOI: 10.3844/ajeassp.2020.451.476
14.Nyamekye P, Golroudbary S, Piili H, Luukka P, Kraslawski A. Impact of additive manufacturing on titanium supply chain: Case of titanium alloys in automotive and aerospace industries. Advances in Industrial and Manufacturing Engineering. 2023;6:1-18. DOI: 10.1016/j.aime.2023.100112
15.Joshi S, Sheikh A. 3D printing in aerospace and its long-term sustainability. In: First International Conference on Progress in Additive Manufacturing (pro-AM 2014). Virtual and Physical Prototyping United Kingdom; 2015. pp. 175-185
16.Chattoraj I. Stress corrosion cracking (SCC) and hydrogen-assisted cracking in titanium alloys. In: Stress Corrosion Cracking. Cambridge: Woodhead Publishing; 2011. pp. 381-408. DOI: 10.1533/9780857093769.3.381
17.Rudawska A, Zaleski K, Miturska I, Skoczylas A. Effect of the application of different surface treatment methods on the strength of titanium alloy sheet adhesive lap joints. Boston: Materials. 2019;12:4173-4189. DOI: 10.3390/ma12244173
18.Veiga C, Davim J, Loureiro A. Properties and applications of titanium alloys: A brief review. Advances in Materials Science. 2012;12:14-34
19.Illarionov G, Nezhdanov A, Stepanov S, Muller-Kamskii G, Popov A. Structure, phase composition, and mechanical properties of biocompatible titanium alloys of different types. The Physics of Metals and Metallography. 2020;121:367-373
20.Peters M, Kumpfert J, Ward CH, Leyens C. Titanium alloys for aerospace applications. Advanced Engineering Materials. 2003;5:419-427. DOI: 10.1002/adem.200310095
21.Cui C, BaoMin H, Lichen Z, Shuangjin L. Titanium alloy production technology, market prospects and industry development. Materials and Design. 2011;32:1684-1691. DOI: 10.1016/j.matdes.2010.09.011
22.Kuttolamadom M, Jones J, Mears L, Kurfess T. Investigation of the machining of titanium components for lightweight vehicles. SAE Technical Paper. 2010;01:0022. DOI: 10.4271/2010-01-0022
23.Titanium Ti [Internet]. Available from: https://www.matweb.com [Accessed: December 15, 2023]
24.Singh P, Pungotra H, Kalsi N. On the characteristics of titanium alloys for the aircraft applications. Materials Today: Proceedings. 2017;4:8971-8982. DOI: 10.1016/j.matpr.2017.07.249
25.Boyer R. Titanium for aerospace: Rationale and applications. Advanced Performance Materials. 1995;2:349-368
26.Kazemi ME, Shanmugam L, Yang L, Yang J. A review on the hybrid titanium composite laminates (HTCLs) with focuses on surface treatments, fabrications, and mechanical properties. Composites Part A: Applied Science and Manufacturing. 2020;128:105679. DOI: 10.1016/j.compositesa.2019.105679
27.Nagesh C, Ramachandran S, Subramanyam R. Methods of titanium sponge production. Transactions of the Indian Institute of Metals. 2008;61:341-348
28.Rutil [Internet]. Available from: https://www.sandatlas.org/rutile [Accessed: January 20, 2024]
29.Ilimenite [Internet]. Available from: https://geology.com/minerals/ilmenite.shtml. [Accessed: January 20, 2024]
30.Zhang Z, Matsuura H, Tsukihashi F. Chapter 4.4 - Processes for Recycling. Boston: Elsevier; 2014. pp. 1507-1561. DOI: 10.1016/B978-0-08-096988-6.00036-5
31.Gerdemann S. Titanium process technologies. Advanced Materials & Processes. 2001;159:41-43
32.Mosallanejad M, Abdi A, Karpasand F, Nassiri N, Iuliano L, Saboori A. Additive manufacturing of titanium alloys: Processability, properties, and applications. Advanced Engineering Materials. 2023;25:2301122. DOI: 10.1002/adem.202301122
33.Liu Y, Li S, Wang H, Hou W, Hao Y, Yang R, et al. Microstructure, defects and mechanical behavior of beta-type titanium porous structures manufactured by electron beam melting and selective laser melting. Acta Materialia. 2016;113:56-67. DOI: 10.1016/j.actamat.2016.04.029
34.Totten G, Xie L, Funatani K. Handbook of Mechanical Alloy Design. Boca Raton: Taylor & Francis; 2003. 700 p. DOI: 10.1201/9780203913307
35.Nune K, Misra K, Li S, Hao Y, Yang R. Cellular response of osteoblasts to low modulus Ti-24Nb-4Zr-8Sn alloy mesh structure. Journal of Biomedical Materials Research Part A. 2017;105(3):859-870. DOI: 10.1002/jbm.a.35963
36.Głowacki D, Moćko W, Marczak M, Głowacka A, Kraśkiewicz C. Energy absorbing properties analysis of layers structure of titanium alloy Ti6Al4V during dynamic impact loading tests. Materials. 2021;14(23):7209. DOI: 10.3390/ma14237209
37.Szusta J, Tüzün N, Karakaş Ö. Monotonic mechanical properties of titanium grade 5 (6Al-4V) welds made by microplasma. Theoretical and Applied Fracture Mechanics. 2019;100:27-38. DOI: 10.1016/j.tafmec.2018.12.009
38.Jaquez-Muñoz J, Gaona-Tiburcio C, Lira-Martinez A, Zambrano-Robledo P, Maldonado-Bandala E, Samaniego-Gamez O, et al. Susceptibility to pitting corrosion of Ti-CP2, Ti-6Al-2Sn-4Zr-2Mo, and Ti-6Al-4V alloys for aeronautical applications. Metals. 2021;11:1002. DOI: 10.3390/met11071002
39.Lütjering G, Williams J, Gysler A. Microstructure and Mechanical Properties of Titanium Alloys. Vol. 2. Singapore: World Scientific; 2000. pp. 1-77
40.Davies P, Johal A, Davies H, Marchisio S. Powder interlayer bonding of titanium alloys: Ti-6Al-2Sn-4Zr-6Mo and Ti-6Al-4V P. International Journal of Advanced Manufacturing Technology. 2019;103:441-452. DOI: 10.1007/s00170-019-03445-3
41.Khan A, Rahman M. Surface characteristics of Ti-5Al-2.5Sn in electrical discharge machining using negative polarity of electrode. International Journal of Advanced Manufacturing Technology. 2017;92:1-12. DOI: 10.1007/s00170-017-0028-4
42.Ahmed Y, Sahari K, Ishak M, Khidhi B. Titanium and its alloy. International Journal of Science and Research (IJSR). 2012;3:358
43.Ahmed YM, Sahari K, Ishak M, Khidhir B. Titanium and its alloy. International Journal of Science and Research (IJSR). 2014;3:1351-1361
44.Baloyi P. Reinforcement of mild steel AISI 1008 –MIG welds using Titanium powder [thesis]. Johannesburg: University of Johannesburg; 2021
45.Yumak N, Aslantas K. Effect of heat treatment procedure on mechanical properties of Ti-15V-3Al-3Sn-3Cr metastable b titanium alloy. MEPEG. 2021;30:1066-1074. DOI: 10.1007/s11665-020-05445-x
46.Pushp P, Dasharath SM, Arati C. Classification and applications of titanium and its alloys. Materials Today: Proceedings. 2022;54:537-542
47.Duerig T, Allison J, Williams J. Microstructural influences on fatigue crack propagation in Ti-10V-2Fe-3Al. Metallurgical Transactions A. 1985;16:739-751. DOI: 10.1007/BF02814825
48.Takeda J, Niinomi M, Akahori T. 605 fretting fatigue characteristics and microstructure of Ti-4.5 Al-3V-2Mo-2Fe for aircraft applications. In: The Proceedings of the JSME Materials and Processing Conference (M&P); 15-18 October 2002. Japan: JSME; 2002. pp. 452-457
49.Cox BN, James MR, Marshal DB, et al. Determination of residual stresses in thin sheet titanium aluminide composite. Metallurgical and Materials Transactions A (Physical Metallurgy and Materials Science). 1990;21A:2701-2707
50.Baeslack I, Mascorella T, Kelly T. Weldability of a titanium aluminide. Welding Journal. 1989;68:12
51.Hao Y, Jibin Z, Tianran W. Research on a different method to reach the saturate limit of titanium aluminide alloy surface mechanical and fatigue properties by laser shock process. Optik. 2019;193:162989. DOI: 10.1016/j.ijleo.2019.162989
52.Sinan A, Yavuz K. Formation of Ti-aluminides on commercially pure Ti via the hot-dipping aluminizing process. Transactions of the Indian Institute of Metals. 2020;73:1065-1072. DOI: 10.1007/s12666-020-01948-2
53.Lobbecke M, Haubrich J. Bonding and aging mechanisms of polymers on titanium alloys. In: European Congress and Exhibition on Advanced Materials and Processes 1-5 September 2019. Stockholm: Euromat; 2019
54.Faudree M, Uchida H, Kimura H, Kaneko S, Salvia M, Nishi Y. Advances in titanium/polymer hybrid joints by carbon fiber plug insert: Current status and review. Materials. 2022;15:3220-3239. DOI: 10.3390/ma15093220
55.Yadav R, Tirumali M, Wang X, Naebe M, Kandasubramanian K. Polymer composite for antistatic application in aerospace. Defence Technology. 2020;16:107-118. DOI: 10.1016/j.dt.2019.04.008
56.Su Y, Rooij M, Grouve W, Akkerman R. The effect of titanium surface treatment on the interfacial strength of titanium–thermoplastic composite joints. International Journal of Adhesion and Adhesives. 2017;72:98-108. DOI: 10.1016/j.ijadhadh.2016.10.007
57.Catauro M, Raucci M, Ausanio G, Ambrosio L. Sol-gel synthesis, characterization and bioactivity of poly(ether-imide)/TiO2 hybrid materials. Journal of Applied Biomaterials & Biomechanics. 2007;5:41-48. DOI: 10.1177/228080000700500106
58.Du M, Dong W, Dong L, Li X, Wang L. Nanostructure modification of titanium alloy to achieve ultra-high interfacial bond strength between titanium alloy and polyphenylene sulfide. Journal of Materials Research and Technology. 2023;26:3383-3394. DOI: 10.1016/j.jmrt.2023.08.116
59.Xiong H, Gao T, Li K, Liu Y, Ma Y, Liu J, et al. A polymer-oriented self-assembly strategy toward mesoporous metal oxides with ultrahigh surface areas. Advancement of Science. 2019;6:1801543-1801552. DOI: 10.1002/advs.201801543
60.Liao C, Li Y, Tjong SC. Polyetheretherketone and its composites for bone replacement and regeneration. Polymers (Basel). 2020;12(12):2858. DOI: 10.3390/polym12122858
61.Polyetheretherketone (PEEK) [Internet]. Available from: https://www.matweb.com [Accessed: February 10, 2024]
62.Polyetherimide (PEI) [Internet]. Available from: https://www.matweb.com [Accessed: February 10, 2024]
63.Polyphenylene Sulfide (PPS) [Internet]. Available from: https://www.matweb.com [Accessed: February 10, 2024]
64.Polyetherimide (PEI). Carbon fiber filled [Internet]. Available from: https://www.matweb.com [Accessed: February 10, 2024]
65.Wang W, Poulis J, Teixeira De Freitas S, Zarouchas D. Surface pretreatments on CFRP and titanium for manufacturing adhesively bonded bi-material joints. In: 18th European Conference on Composite Materials (ECCM18), 24-28 June 2018. Athens, Greece: ECCM; 2020. pp. 1-8
66.Pereira M, Baldin E, Antonini L, Bernardi F, Oliveira L, Maurmann N, et al. TEOS thin films obtained by plasma polymerization on Ti6Al4V alloys: Influence of the deposition pressure on surface properties and cellular response. Applied Surface Science. 2021;5:1-19. DOI: 10.1016/j.apsadv.2021.100123
67.Xu S, Guo S, Dillard D. Evaluation of the long-term durability of high-performance polyimide adhesives for bonding titanium. The Journal of Adhesion. 2004;80:1153. DOI: 10.1080/00218460490884330
68.Ahmed S, Bhowmik S. Interpenetrating polymer network adhesive bonding of PEEK to titanium for aerospace application. Journal of Polymer Engineering. 2019;39(1):1-9. DOI: 10.1515/polyeng-2018-0148
69.Costanza G, Tata M. Shape memory alloys for aerospace, recent developments, and new applications: A short review. Materials. 2020;13:1856. DOI: 10.3390/ma13081856
70.Ren W, Zhang W, Zhou S, Zhou Q , Wei J, Wu P, et al. Achieving high strength-ductility in TiBw-GNPs/Ti6Al4V composites via 3D interface configuration. Journal of Alloys and Compounds. 2024;971:172809. DOI: 10.2139/ssrn.4369211
Written By
Amal Mohammed Abdulrahman, Abdul Mohshen Sharif Ullah Siddique and Rayanah Barnawi
Submitted: 24 January 2024Reviewed: 03 February 2024Published: 09 April 2024