Open Access is an initiative that aims to make scientific research freely available to all. To date our community has made over 100 million downloads. It’s based on principles of collaboration, unobstructed discovery, and, most importantly, scientific progression. As PhD students, we found it difficult to access the research we needed, so we decided to create a new Open Access publisher that levels the playing field for scientists across the world. How? By making research easy to access, and puts the academic needs of the researchers before the business interests of publishers.
We are a community of more than 103,000 authors and editors from 3,291 institutions spanning 160 countries, including Nobel Prize winners and some of the world’s most-cited researchers. Publishing on IntechOpen allows authors to earn citations and find new collaborators, meaning more people see your work not only from your own field of study, but from other related fields too.
Due to technological development and increased production efficiency in all industries, recovery of metals from secondary sources is one of the most important issues. Copper is used in a variety of residential and industrial applications, including power generation and transmission (infrastructure), building wiring, transportation, industrial machinery, commercial durables, and electrical and electronic products due to its unique physical and chemical properties, such as high ductility, malleability, electrical and thermal conductivity, and excellent corrosion resistance. For these reasons, electronic waste is a well-known secondary resource rich in copper. This topic focuses on the statistical study of electronic waste and the metals it contains, the mineralogical and elemental identification of copper in electronic waste, and the study of the steps and methods for recovering copper from electronic waste, especially pyrometallurgy, hydrometallurgy, biohydrometallurgy, and their combination.
School of Metallurgy and Materials Engineering, Iran University of Science and Technology, Tehran, Iran
*Address all correspondence to: hadisharifi@metaleng.iust.ac.ir
1. Introduction
E-waste, technically known as waste electrical and electronic equipment (WEEE), includes non-functioning and discarded electrical or electronic equipment and its discarded components. It is a significant global problem whose increasing generation rates are being closely monitored by the scientific research community [1, 2].
E-waste is classified on the basis of functional similarity, material composition, average weight, and obsolescence characteristics. In the 2002 European Union Directive, e-waste was divided into ten classes, including toys, medical equipment, sports equipment, and vending machines. These classifications help to better understand and manage the different types of e-waste [1].
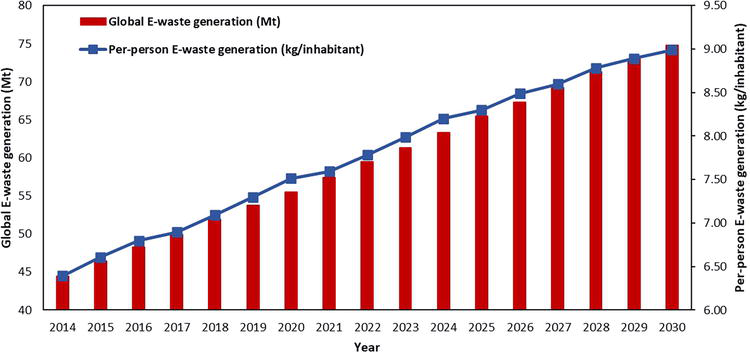
In 2016, Baldé et al. reported about 48.2 million tons (6.1 kg per capita per year) of e-waste, with the largest contribution coming from Asia (about 41%), followed by the United States (around 29%) and the European Union (EU) (about 27%) [3, 4]. According to the Global E-waste Monitor 2020, around 53.6 million tons of e-waste were generated worldwide in 2019, which corresponds to 7.3 kilograms per person. It is predicted that this amount will exceed 74 million tons by 2030, with an estimated annual increase of 2 million tons. Europe is the leader in the generation of e-waste per person (16.2 kilograms per person), while Asia recorded the highest generation of e-waste, with around 24.9 million tons in 2019. China, India, Japan, and Indonesia are the main producers of e-waste generation in Asia [1, 5]. Figure 1 illustrates the global generation of e-waste and the forecast scenarios for the generation of e-waste from 2014 to 2030 [7]. The increasing generation of e-waste can be attributed to factors such as higher production and consumption rates, industrialization and urbanization, availability of cheaper versions, shorter product lifespan, and technological advances [5]. In the United States, China, and European countries, the typical lifespan of electronic devices such as smartphones is less than two years [1]. The increase in e-waste production can be attributed to technological advances, industrial automation, progress in information and communication technology (ICT), economic growth rates, and competition for the affordability of electrical and electronic equipment [8, 9]. In addition, this generation pattern is closely linked to income levels, social status, and geographical location, as the growth rate of e-waste is also influenced by advanced materials and manufacturing technologies, rapid market penetration, and a stable economy [7].
Figure 1.
Global E-waste generation from 2014 to 2030 [6].
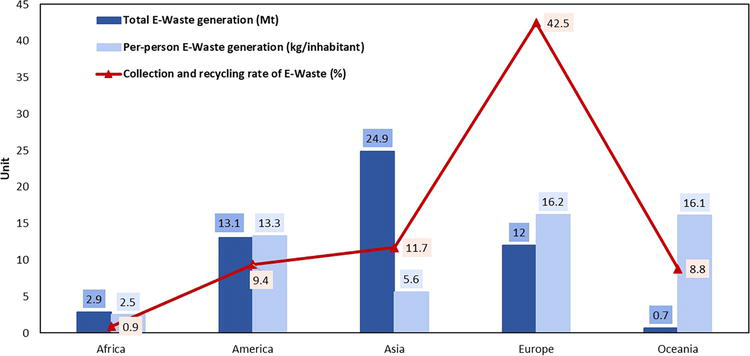
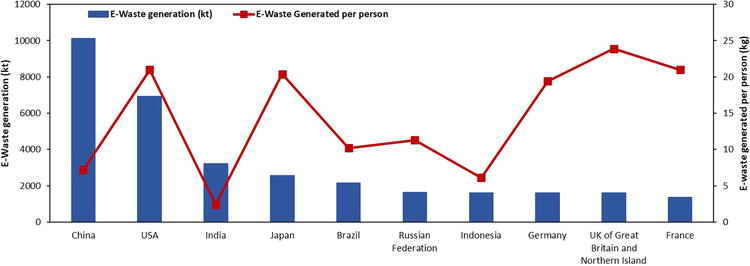
Electronic and electrical equipment (EEE) covers a wide range of items, from essential to luxury, and is used in both households and public institutions. Figure 2 shows that while Europe, Oceania, and the Americas have the highest per capita generation of e-waste, the total amount of e-waste produced there is relatively low. This discrepancy can be attributed to factors such as income levels, the availability of recycling and recovery facilities, and the cross-border movement of e-waste from industrialized to developing countries [7]. Figure 3 shows the largest e-waste producers in 2019.
Figure 2.
Generation and recycling rate of E-waste according to the continent [7].
Figure 3.
Top ten E-waste producers in 2019 [2, 5].
The different classes of waste, electrical and electronic equipment, contribute to the total volume of e-waste. Small appliances, large appliances, and heat exchangers contribute the most. The rapid progress in the smartphone industry has meant that the lifespan of electronic devices is getting shorter and shorter, making them a major contributor to e-waste generation [1].
Of the total e-waste generated (53.6 million tons), only 9.3 million tons (17.4%) were formally recycled, while the remaining 44.3 million tons (82.6%) remained untreated. Although the recycling rate has improved compared to 2014 (1.8 million tons), it is not enough to offset the annual growth rate of 2 million tons in the generation of e-waste. Europe had the highest recycling rate at 42.5%, followed by Asia (11.7%), America (9.4%), Oceania (8.8%), and Africa (0.9%). Obviously, the stricter regulations for the management of e-waste in industrialized countries contribute to higher recycling rates [1]. Currently, the treatment of printed circuit boards (WPCBs), which account for about 3–6% of total e-waste, poses a major environmental challenge [10].
Tackling the problem of e-waste requires a comprehensive approach involving governments, manufacturers, consumers, and the recycling industry. Initiatives such as extended producer responsibility (EPR), proper collection and disposal schemes, and public awareness campaigns play an important role in promoting the responsible management of e-waste. By adopting sustainable practices and embracing the circular economy principles, we can reduce the environmental and health impacts associated with e-waste and create a more sustainable future.
E-waste, also known as electronic waste, has been extensively studied by researchers who have categorized it into different components and materials. These categories include iron (ferrous), non-ferrous metals and compounds, plastics, and other materials such as rare earth elements (REEs). Iron and steel make up around 50% of the weight of e-waste, while plastics such as polycarbonates or polystyrene make up around 10–30%. E-waste also contains a variety of metals, including copper, zinc, nickel, lead, arsenic, mercury, chromium, cadmium, gold, silver, and palladium. Interestingly, the amount of copper found in e-waste can be up to 40 times greater than the amount found in natural copper ores [1].
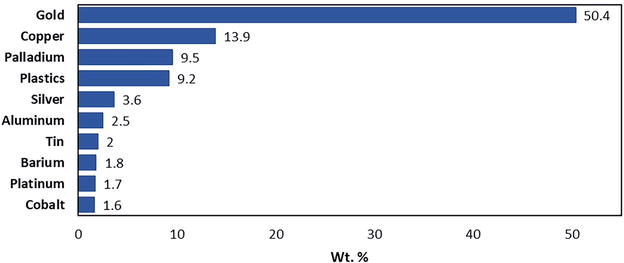
In recent decades, the recycling of waste electrical and electronic equipment (WEEE) and the identification of innovative business models that can bring significant benefits have become increasingly important [11]. Within WEEE, printed circuit boards (PCBs) account for about 3% by weight and contain about 60 different elements [12]. Among the various components found in WPCBs, metals account for about 30% of their weight, which is significantly more than the metal content in natural minerals. These metals include base metals such as copper (Cu) and zinc (Zn), precious metals such as gold (Au), silver (Ag), and palladium (Pd) as well as heavy metals [13]. Figure 4 illustrates common materials that can be recovered from e-waste.
Figure 4.
Common materials that can be recovered from e-waste [11].
The potential of e-waste as a source of valuable and critical elements such as iron, aluminum, copper, gold, silver, platinum group metals (PGMs), and various plastics has been recognized. The raw materials in e-waste were estimated at USD 57 billion in 2019, assuming an ideal collection and recycling rate of 100%. However, only 17.4% of e-waste was collected and recycled that year, with the majority ending up in landfill, landfill sites, or incinerated [2].
Copper is one of the most important metals in e-waste. E-waste is reported to be the largest source of copper-containing waste worldwide, followed by construction and demolition waste, electrical industry waste, and end-of-life vehicles. Different countries have different classification schemes for e-waste. In Europe, for example, the EU’s WEEE Directive divides e-waste into six categories according to type and size, while in Japan, e-waste is categorized by size and includes both large and small household appliances. South Korea categorizes e-waste by weight [2]. WPCBs come from various sources, including PCB manufacturers, electrical and electronic equipment (EEE) manufacturers, and e-waste recycling facilities of different sizes. The composition of PCBs is typically 30% ceramics, 40% metals, and 30% organics. The metal content in PCBs varies depending on the type. For example, desktop PCBs usually contain 20% copper and 250 parts per million (ppm) gold, 210 ppm palladium, and 13% copper. TV circuit boards, on the other hand, contain 10% copper, 20 ppm gold, and 110 ppm palladium [10]. It is obvious that the different types of e-waste contain different amounts of copper. The copper content in PCBs of cell phones, PC scrap, LCD notebooks, tablets, TV scrap, and calculator scrap is 39.6% [14], 2.84% [15], 6.93% [16], 135 g/unit [11], 27 g/unit [11], 3.8% [16], and 3% [16].
The expansion of technology and the increasing affinity to purchase multiple electronic products such as smartphones, tablets, laptops, and game consoles has led to a rapid increase in global consumption, estimated at around 2 million tons annually [5]. This increase in electronic waste (e-waste) poses a significant threat to local communities as it contains toxic metallic and non-metallic components that can have negative effects on human health. These negative effects include DNA damage and mutations, cardiovascular problems, skin diseases, cancer, hearing problems, neurological disorders, learning difficulties, and respiratory effects [1].
Addressing the aggravation of e-waste is a major concern to ensure human health and achieve ecosystem sustainability. However, a more optimistic view of e-waste is to consider it as an additional resource for metals, which are essentially non-natural ores. An example of this approach is the Tokyo 2020 medal project in Japan, which collected around 78,985 tons of e-waste across the country. Around 32 kg of gold, 3500 kg of silver, and 2200 kg of bronze were recovered from this project for the production of Olympic and Paralympic medals [17].
In India, the third largest e-waste producer in the world with 3.2 million tons and limited mineral resources, proper recycling of precious metal components should be a top priority as it enables effective waste management and can potentially improve the country’s economy. Currently, only about 20% of e-waste is recycled in India, with 178 registered e-waste recyclers. Earlier, recycling processes were largely informal and involved manual dismantling and open burning, resulting in low efficiency in metal recovery and significant pollution to the ecosystem [18].
Copper is an important non-ferrous metal with unique physical and chemical properties such as good ductility, high thermal and electrical conductivity, and corrosion resistance, and it is widely used in various industries. However, despite the relatively large copper resources in China, the overall copper resources, especially the high-grade copper resources, are still scarce. Therefore, the comprehensive recycling of copper-containing PCB waste is of great social and economic significance for environmental protection and resource recycling [19].
Improper disposal of e-waste can cause significant damage to the environment and human health. In addition, the processing cost of natural ores is much higher (about 10 to 160 times) than the cost of recycling. Due to these factors, the e-waste recycling market has experienced tremendous growth and was valued at USD 41.97 billion in 2019, with projections that it will reach USD 102.62 billion by 2027, growing at a compound annual growth rate (CAGR) of 11.9% from 2020 to 2027. As a result, e-waste recycling has become an emerging business globally [1].
Given the very heterogeneous composition of e-waste, there is no universal treatment technique for its recycling or metal recovery. Furthermore, e-waste contains multiple metallic components, which requires a comprehensive understanding of the process dynamics and interactive mechanisms to maximize recovery potential. Temperature plays a crucial role in these processes, and knowledge of the process thermodynamics of base metals and analysis of the composition of the intermediates formed are essential for process optimization [20]. Future research efforts should focus on these important areas in order to provide better methods for the recovery of metals from e-waste.
A systematic and formal approach to e-waste recycling involves three main processes: e-waste collection, pre-treatment, and metal recovery. Figure 5 illustrates these processes. In contrast, informal recycling methods are characterized by unscientific and unethical practices, often lacking safety measures [21]. These informal processes not only pollute natural resources but also pose a risk to human health. For example, the informal incineration method of recovering economically valuable metals such as copper (Cu), aluminum (Al), gold (Au), lead (Pb), mercury (Hg), cadmium (Cd), palladium (Pd), and platinum (Pt) leads to the release of hydrocarbons that pollute the air. Cu in particular is highly toxic and dangerous to the ecosystem, as recognized in the RoHS (Restriction of certain Hazardous Substances) Directive. Open burning, the preferred method for recovering copper in informal recycling, leads to the release of hazardous compounds into the environment [22]. Highly toxic chemicals such as hydrochloric acid (HCl), nitric acid (HNO3), sulfuric acid (H2SO4), and cyanide are also frequently used in the recycling of metals such as silver (Ag), gold (Au), and palladium (Pd). The vapors produced during these processes are highly polluting to the atmosphere [23]. In addition, the efficiency of metal extraction in informal processes is less than 80%, whereas recovery rates of over 95% can be achieved in the formal processing of e-waste. During pre-treatment, the e-waste is physically broken down and then desoldered, shredded, and fractionated into metallic and non-metallic components. The metallic fractions are subjected to further recycling processes, which may include pyrometallurgical, hydrometallurgical, and biohydrometallurgical methods [1].
Figure 5.
Main process of e-waste recycling formal approach.
Various methods have been used to recycle printed circuit boards, including mechanical, pyrometallurgical, hydrometallurgical, and biological processes (Figure 6). Physical recovery processes effectively separate metals from non-metals; they do not produce pure metal products and must be combined with hydrometallurgical processes. Furthermore, physical recovery is an important step in the pre-treatment of electronic waste recycling [1, 19]. In a typical pyrometallurgical process, e-waste is melted in high-temperature furnaces, and the resulting slag, which contains refractory materials, is processed to recover precious or base metals [24]. In hydrometallurgical processes, special activating agents such as halides, thiourea, thiosulphate, cyanide, and acids are used to leach metals by forming stable metal complexes [25]. In biohydrometallurgy, selective microorganisms are used either in the presence of cells or in cell-free extraction media to extract metals. This microbially driven process is efficient, environmentally friendly, and cost-effective. It requires minimal labor or energy and can be carried out with minimal industrial equipment, even at low metal concentrations [26]. When considering formal recycling methods, it is important to critically analyze their applicability and potential drawbacks in order to select the optimal method(s) for e-waste management [1].
Figure 6.
Schematic flowchart of e-waste recycling methods [2].
4.1 Collection
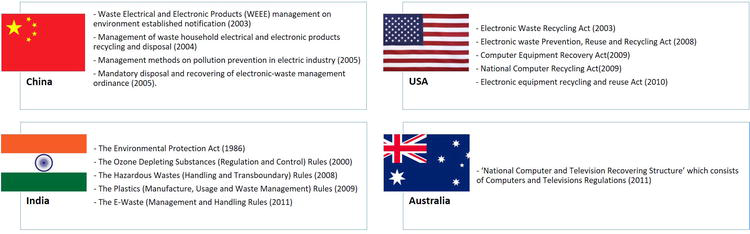
The collection of e-waste or waste electrical and electronic equipment (WEEE) poses a major challenge for e-waste recycling. In contrast to other types of waste, the collection and sorting of e-waste requires considerable effort due to the wide variety of materials used in compact form in electrical and electronic equipment [27]. Collection is the first stage of the e-waste recycling process and is a challenge in both low- and high-income countries. In 2017, France and Italy had e-waste collection rates of 43.2% and 21.7%, respectively, while China, South Africa, and Chile had lower rates of 17.9%, 5.6%, and 0.4%, respectively [28]. The collection of e-waste is particularly difficult in low- and middle-income countries because there is no national legislation or policy specifically for e-waste, and the infrastructure for waste management is lacking or underdeveloped. According to [5], only 78 countries worldwide have implemented national e-waste management policies, laws, or regulations, and the informal sector plays an important role in the management of e-waste. Consequently, approximately 82.6% of e-waste worldwide remains undocumented, with Africa, Oceania, South and North America, Asia, and Europe, having rates of 99.1%, 91.2%, 90.6%, 88.3%, and 57.5%, respectively [5]. Governments can enhance e-waste collection and recycling rates by enacting laws that penalize the disposal of e-waste with household waste. In Iran, the responsibility for the disposal of industrial waste lies with the manufacturers, and the providers of such services must also take on aspects of waste disposal for their products. In Japan, for example, special stickers are required for the collection of large household appliances, while the government of the Australian state of Victoria has taken an even stricter measure by banning the disposal of e-waste in landfills. The government combined this ban with educational programs for citizens and a financial package of AUD 16.5 million to support the safe disposal of e-waste [5]. In Hong Kong, a WEEE recycling facility called “WEEE Park” was developed by the government and started operations in 2017. The planned processing capacity is 30,000 tons per year [29]. Singapore has a well-established e-waste recycling program managed by the National Environment Agency (NEA). Electronic products can be dropped off at designated recycling bins or collection points located at various locations such as shopping malls, community centers, and electronics stores. These bins are usually marked with the “recycling” symbol or the NEA logo [30, 31]. Figure 7 shows the legislation in other countries that are not located in Europe.
Figure 7.
E-waste management laws in other countries that are not located in Europe [32].
4.2 Pre-treatment
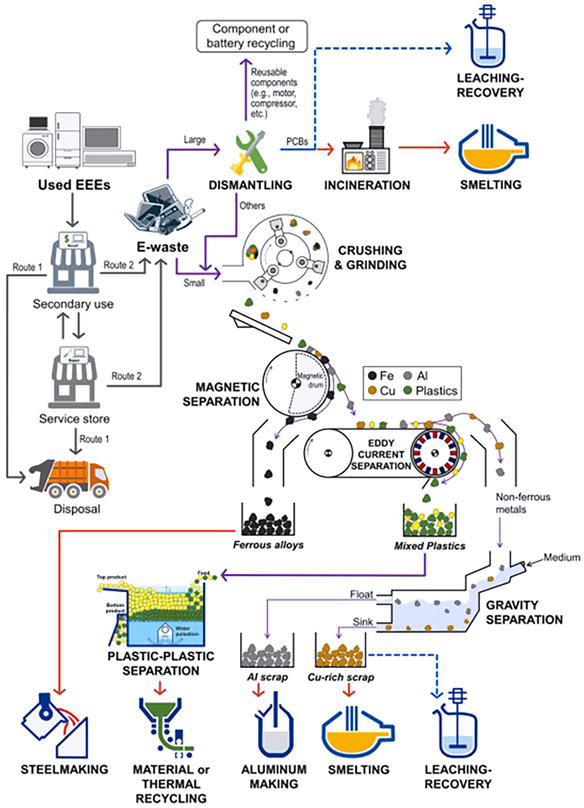
Pre-treatment is a necessary step in the recycling process, as the direct smelting of e-waste is not ideal due to its lower copper content compared to copper scrap. Dismantling, crushing, and pre-concentration are used to recover the materials and homogenize the feed for subsequent processes. Manual or semi-automatic dismantling and sorting processes are used to remove large, reusable, or hazardous components [33]. While dismantling is time-consuming, it offers a higher separation efficiency compared to other methods. The next step is crushing, which serves two important purposes: liberation and size reduction for easier handling, processing, and usability. Crushers and shredders are more efficient, as e-waste consists of both brittle materials (e.g., glass and ceramics) and tough materials (e.g., plastics and metals). The shredded materials then undergo a series of operations including screening/classification, magnetic/electrostatic separation, gravity separation, eddy current separation, and flotation to recover and separate ferrous alloys, aluminum scrap, copper-bearing scrap, and plastics [2]. The physical processes used in e-waste recycling often have low recovery efficiency and high energy consumption [13]. Table 1 shows the common physical separation methods for pre-treatment of e-waste.
Crushing
Magnetic separation
Electrical separation
Gravity separation
Crushers (impact crusher, Hammer mill, etc.)
Cross belt magnetic separator
Corona-electrostatic separation
Sink-float separation
Shredding and cutting
Induced roll magnetic separator
Tribo-electrostatic separation
Jig separation
Grinding and pulverizing
High intensity magnetic separator
Eddy current separation
Shaking table
Table 1.
Common physical separation methods for pre-treatment of e-waste.
4.3 Pyrometallurgy
Pyrometallurgy is a process in which non-ferrous metals are refined or extracted from metallurgical materials at high temperatures. It includes processes such as incineration, melting, drossing, smelting, and roasting to extract valuable metals from e-waste [33]. The selection of specific pyrometallurgy processes depends on the type of e-waste and the requirements of the melting process [34]. Various metals, including Cu, Ag, Au, Pd, Ni, Se, Zn, and Pb, can be recovered from different sources of e-waste using this method. However, maintaining the operating parameters for successful recovery of precious metals can be challenging. One of the biggest challenges is balancing the heat and the materials to be treated to maintain the high temperatures [1]. In addition, predicting the mechanical aspects of the recovery process is complex as the metallurgical reactions quickly reach equilibrium, leading to changes in the chemical and phase composition of the e-waste. The pyrometallurgical process also produces by-products such as slag, soot, and flue gases, which consist of high-temperature dust, smoke, and toxic gases. These toxic gases, including dibenzo-p-dioxin, biphenyl, anthracene, polybrominated dibenzofurans (PBDFs), and polybrominated dibenzodioxins (PBDDs), can have adverse effects on human health and the atmosphere. The formation of slag can also affect the yield of the process by hindering metal recovery. There are a limited number of recycling plants using pyrometallurgical methods, such as the Ronnskar smelter in Sweden, Umicore in Belgium, Aurubis in Germany, and Noranda in Canada [35, 36]. Researchers are continuously working on improving the yield and reducing the emissions associated with this method.
After pre-concentration, the copper-bearing scrap is further processed in existing smelters to extract metal. Typically, copper smelters process enriched copper scrap as a secondary raw material in various plants, depending on the purity of the scrap. The Swedish Boliden Ltd., for example, feeds scrap with a high copper content into the converting process, while scrap with a low copper content is fed into the Kaldo furnace [37]. In Japan, Dowa’s Kosaka smelter has been using copper scrap from e-waste as a secondary feedstock in its Outokumpu flash smelter since 2002, and in 2006, around 10% of the plant’s copper throughput came from e-waste [38]. Plastics in e-waste can be useful as an energy source and reducing agent for some smelters. For example, Umicore’s IsaSmelt™ TSL (Top Submerged Lance) process has successfully used plastic-rich e-waste as a reducing agent instead of coke without any problems [37]. As the generation of e-waste continues to increase, specialized, stand-alone smelters may become necessary to process these materials. Flores et al. [39] proposed the construction of an IsaSmelt™ TSL plant that processes copper scrap from e-waste and copper wire waste, which could open up new opportunities in countries where this waste is currently exported for processing. Pyrometallurgical techniques such as incineration, pyrolysis, and combustion can also be used as thermal pre-treatment methods to produce the high copper scrap content required by smelters. Incineration, in which organic compounds are thermally destroyed to reduce volume, is considered an obsolete technique due to the release of unwanted CO2, particulates/dust, and pollutants such as mercury and cadmium [40]. Pyrolysis, on the other hand, is a heat treatment process that is carried out without the presence of oxygen and produces organic end products such as oil and charcoal-metal-glass-ceramic mixtures that are easier to separate physically. Incineration, in which e-waste is heated to over 1000°C, is a cheaper alternative to incineration as it generates energy. Mitsubishi Materials’ Naoshima smelter and refinery in Japan, for example, incinerates PCB-dominated e-waste to obtain slag-metal mixtures that are used as secondary feedstock in their patented Mitsubishi continuous smelting process [17]. Incineration is selected as a pre-treatment method to destroy brominated flame retardants (BFRs) in PCBs, which are bromine-containing hydrocarbons classified as persistent organic pollutants, and to avoid the release of problematic gaseous emissions such as dioxins during smelting. Pyrometallurgy is considered an ideal recycling strategy for e-waste in high-income countries with existing smelting facilities. However, it is not economically viable in low- and middle-income countries due to the significant capital expenditure, high operating costs, and advanced technical expertise required to build and maintain smelters [2].
4.4 Hydrometallurgy
Electronic waste (e-waste) contains a significant number of precious metals, making it a valuable resource. However, as electronic products become more environmentally friendly and contain fewer precious metals, research into hydrometallurgical methods has expanded beyond the recovery of precious metals to the recycling of precious and common metals [19].
This approach offers advantages such as low investment and high recovery rates, making it superior to pyrometallurgy [37]. Similar to the pyrometallurgical process, the hydrometallurgical process includes a pre-treatment step in which mechanical shredding is followed by a sorting process. This allows the metallic fractions to be exposed to chemical effects during the leaching process [35]. During leaching, solid materials react with chemical reagents called extractants or lixiviants, to extract the desired metals in a dispersion medium. Lixiviating agents such as halides, thiourea, thiosulfate, cyanide, HCl, H2SO4, and HNO3 are used to form metal complexes that facilitate the dissolution of the metallic components and their transfer to the leachate solution [1].
Hydrometallurgical technology for the recovery of metals from e-waste emerged in industrialized countries in the late 1960s. The basic principle is to expose the PCB scrap to acidic or alkaline leaching solutions, which separates the valuable metals from other materials. Subsequently, solvent extraction, electrowinning, precipitation, displacement, ion exchange, distillation, and filtration are used to recover precious and base metals from the liquid phase [19].
Hydrometallurgy is considered a promising alternative to pyrometallurgy for e-waste recycling, especially in low- and middle-income countries. It can be operated on a smaller scale and applied to low-grade waste [41]. In the past, the focus of e-waste hydrometallurgy has been on gold and silver, but there is growing interested in the recovery of other metals such as copper, nickel, and cobalt. For the recovery of gold and silver from e-waste, cyanide and aqua regia can be used, which are common lixiviants in the processing of gold ore. However, the abundance of copper and ferrous alloys in e-waste poses a problem related to reagent consumption and interference of Cu2+ during recovery [42]. One approach to address this problem is sulfuric acid leaching for the recovery of copper and iron alloys prior to gold extraction with cyanide or aqua regia [43]. However, the use of cyanide and aqua regia is becoming increasingly unpopular due to environmental concerns, so alternative leaching agents have been investigated since 2000. Copper, cobalt, and nickel can be extracted from e-waste using inorganic or organic solutions. Dilute nitric acid is effective for the oxidation of copper at room temperature, while dilute sulfuric acid is not suitable for copper dissolution without an oxidizing agent [44]. In the recovery phase, adsorption on activated carbon, cementation with aluminum, zero-valent iron or zinc, and electrowinning of metals are generally used.
In addition, technological advances, such as the use of ionic liquids as alternative solvents, have been investigated for the recycling of e-waste. Ionic liquids are salts that exist in a liquid state at low temperatures and have unique properties that make them attractive for metal extraction. They can selectively dissolve metals from e-waste and offer the potential for more efficient and environmentally friendly recycling processes. The Taiwanese company Uwin Nanotech has developed an automatic desoldering machine and a non-cyanide hydrometallurgical process for recovering gold, silver, palladium, copper, and tin from printed circuit boards. In recent developments, supercritical CO2 has been identified as a promising lixiviant due to its ability to selectively break down the polymer matrix of PCBs, allowing easier separation [45]. On the other hand, in the field of e-waste pyrometallurgy, emphasis is placed on waste minimization through the reprocessing and reuse of slag/fly ash rather than making direct changes to processing methods [46]. The composition of e-waste is also expected to include a greater proportion of discarded renewable energy technologies such as photovoltaics (PV) [47] or electric vehicles (EV) [48], and research on these topics is expected to increase in the future.
In addition, research is being conducted into the development of integrated processes that combine different recycling methods to maximize metal recovery from e-waste. These integrated approaches aim to optimize the efficiency and sustainability of the recycling process by combining techniques such as mechanical processing, hydrometallurgy, and pyrometallurgy.
Leaching methods include mineral acids and ammonia-ammonium, where mineral acids include H2SO4, HNO3, and HCl. Dilute acids are generally capable of dissolving base metals such as Zn, Sn, Fe, and Al, which are considered active metals. However, Cu must be leached with either an oxidizing acid or a non-oxidizing acid containing oxidizing agents. The concentration of acids is the most influential parameter during the leaching process [49].
4.4.1 Nitric acid
Copper can be oxidized to copper nitrate with dilute nitric acid at normal temperature without an additional oxidizing agent.
Leaching produces acid gas.
Copper nitrate cannot be used directly for electroplating high-purity copper. It must be converted into a pure copper sulfate solution by extraction and back-extraction before electroplating.
3Cu+8HNO3dilute=3CuNO32+2NO+4H2OE1
Cu+4HNO3concentrated=CuNO32=2NO2+2H2OE2
Zhang used two types of recycling leaching systems, H2SO4-HNO3-H2O-NaOH and H2SO4-HNO3-H2ONOX, for the pre-treatment of electronic waste. Lix84I was used as the extracting agent, sulfuric acid was used as the extracting agent, and copper purity of more than 99.9% was obtained. The current efficiency is over 90% [19]. Hoang et al. [50] discovered in their study that a recycling efficiency of 99.7% for Cu could be achieved by using HNO3 at a concentration of 3.5 mol/L and LIX 984 N at a concentration of 50%, while maintaining an A/O phase ratio of 1:1.5.
4.4.2 Sulfuric acid
Copper requires an additional oxidizing agent, and H2SO4 cannot dissolve it directly.
Acid leaching with sulfuric acid has a short reaction time and high efficiency (99%).
However, sulfuric acid has strong corrosive properties that require special reactor materials.
Impurity ions present in the leaching process complicate the subsequent separation of the metal ions.
Chi et al. [51] used mechanical and physical methods to sort out the non-magnetic metals from the PCB waste. Then, they soaked the residue to leach copper, iron, zinc, nickel, and aluminum with sulfuric acid and hydrogen peroxide at 85 ̊C. The leaching rate was higher than 95%, and the rest of the solid can be recovered by ammonium sulfate, copper sulfate, and ammonia. Zhang et al. [52] used sulfuric acid and hydrogen peroxide as reaction reagents for the leaching of copper and then used the electrolysis-electrodialysis method to recover copper from the leaching liquid; the copper recovery rate was 88.07%. The study conducted by Kumari et al. brought to light the correlation between increased pressure and improved metal dissolution. Under the conditions of 2.4 M H2SO4 at a temperature of 150°C for a duration of 90 minutes and an oxygen pressure of 20 bar, the recovery rate of Cu, Ni, and Fe was about 99%. To increase the leaching efficiency of Cu leaching, oxidizing agents such as CuCl2 and H2O2 were commonly used. When using a 15% by-weight H2SO4 solution over a period of 3 hours, the addition of 10 ml of 30% H2O2 to the leaching agent resulted in the leaching of almost all of the Cu [53].
4.4.3 Hydrochloric acid
The recycling of copper by chloride hydrometallurgy offers numerous advantages over conventional processes for the regeneration of mixed copper. These advantages include shorter process time, simpler equipment requirements, lower capital investment, lower energy consumption, higher metal recovery rates, lower processing costs, and non-polluting environmental benefits. To facilitate the chloride leaching of copper in PCB waste, Yu [54] gave guidance on the leaching mechanism and technological process using copper chloride solutions (NaCl, HCl, CuCl2) for recycling other copper. By using CuCl2 as an oxidizing agent, the copper in the other copper was oxidized to Cu+ ions, which then combined with Cl− ions to form copper chloride complexes and finally enabled copper recovery by electrodeposition. The apparent activation energy of the leaching reaction indicated that the process of copper chloride salt leaching followed a typical diffusion-controlled mechanism. Masao [19] investigated the dissolution of copper in copper chloride hydrochloric acid solutions using dissolved oxygen molecules. The results showed that the concentration of the antioxidant CuCl2 and the complexing agent Cl− significantly influenced the dissolution rate of copper. Under the experimental conditions, the oxygen partial pressure and hydrogen ion concentration had no effect on the copper dissolution rate, and the reaction mechanism for copper dissolution was elucidated.
Fe3+ ions derived from Fe2(SO4)3 and FeCl3 exhibit strong oxidizing properties and are commonly used as oxidants in leaching processes. Fe2(SO4)3 is not only easily accessible but can also provide Cl− ions and form complexes with metals, accelerating the dissolution of metals. Acidulated solutions of FeCl3 are often used for the treatment and recycling of metals. In a study conducted by Cakir [55], the effects of chemical etching of copper using FeCl3 and CuCl2 solutions were compared, and the results showed a higher etching rate when FeCl3 was used as an etchant. This can be attributed to the use of ferric chloride as an oxidizing agent, which triggers the following chemical reactions:
FeCl3+Cu=FeCl2+CuClE3
FeCl3+CuCl=FeCl2+CuCl2E4
CuCl2+Cu=2CuClE5
4.4.4 Ammonia-ammonium salt
Ammonia or ammonium salt can react with copper in the presence of an oxidizing agent and form a copper-ammonia complex ion that dissolves the copper.
The pH of the leaching system affects the reaction equilibrium and the leaching rate of copper.
The copper-ammonia complex solution produced cannot be used directly for electroplating and must be converted into pure copper sulfate solution through extraction-reverse extraction technology:
Cu+H2O2+4NH3·H2O=CuNH342++2OH−+4H2OE6
Cu+H2O2+4NH4+=CuNH342++2H++2H2OE7
Cu+CuNH342+=2CuNH32+E8
2CuNH32++H2O2+4NH3·H2O+2H+=2CuNH342++6H2OE9
Since the middle of the twentieth century, numerous researchers have investigated the process of copper solubilization with liquid ammonia. In ammonia-ammonium salt systems, copper is present in the form of a copper-ammonia complex. The presence of the copper-ammonium complex and molecular oxygen in the solution serves as an oxidizing agent and facilitates the separation of copper from other metal components [56]. In their studies, Rania et al. used an 8% ammonia-0.5 M ammonium citrate solution with a liquid-to-solid ratio of 10:1, which resulted in a leaching of almost 98% of the copper. In addition, more than 96% Cu was leached with ammonia-ammonium sulfate, and a purity of 99.5% was achieved [53]. Furthermore, (NH4)2CO3 was used to leach 70% of Zn from ICT waste and 100% of Cu from WPCBs, as reported in [57].
In addition to conventional methods, various innovative approaches to base metal leaching have been explored, such as supercritical liquids, ionic liquids, electrochemical leaching [58], and bioleaching. For example, Calgaro et al. [59] achieved a copper leaching efficiency of up to 88.79% by using a lixiviant consisting of supercritical CO2 with 20% H2O2 and 2.5 M H2SO4 in a solid-liquid ratio of 1:2 within a 20-min time frame. In another study, it was reported that the recovery rate of copper could be increased from 57.64% to 90.94% by slurry electrolysis by replacing 10% H2SO4 with [BSO3HPy]HSO4 [60]. Electrochemical methods have also been used for copper recovery, where an H2SO4-CuSO4-NaCl system was successfully used to recover small-grained cathode copper, with the electrolyte being regenerable [61].
4.5 Biohydrometallurgy
Biohydrometallurgy is a process in which microorganisms are used to dissolve elements from solid materials so that they can be recovered by separation processes. The recovery of copper through biohydrometallurgy is successful and has attracted a great deal of attention. The technique has been used since pre-Roman times to extract copper, silver, and aluminum from mines in the Rio Tinto region of Spain. However, its commercial application was only observed about ten years ago in a mine in Thorsis.
Biohydrometallurgy is considered a promising alternative strategy for metal extraction due to its low energy consumption and minimal use of chemicals. It can be operated in two different ways: single-stage and two-stage. In single-stage biohydrometallurgy, microorganisms and metals are combined with a nutrient medium, which enables microbial growth and subsequent dissolution of the metals in the solution. However, high concentrations of metal ions can be toxic to the microbes, restricting their growth and reducing the efficiency of recovery.
In two-stage biohydrometallurgy, the microbes are cultivated in a nutrient medium until they reach the stationary phase of their growth period. The waste material to be recycled is then added aseptically to initiate the recovery process.
Various organisms are used in the leaching of biohydrometallurgy, including Acidobacillus thiooxidans, Acidobacillus ferrooxidans, Sulfolobus sp., Pseudomonas sp., Bacillus sp., Aspergillus sp., and Penicillium sp. These organisms obtain energy from oxidation reactions or the reduction of sulfur-containing compounds. The mechanisms of metal transport include acidolysis, metal complexation, redox reactions, or bioaccumulation [1]. Bioleaching bacteria commonly used in the recycling process include acidophilic bacteria isolated from nature [62]. In the bioleaching process, these acidophilic bacteria use ions as electron donors. Thus, acidophilic bacteria such as Thiobacillus can efficiently leach over 90% of copper from PCBs. A similar phenomenon has been observed in acidophilic bacteria such as Thiobacillus ferrooxidans. A low concentration of PCBs is required for the recycling of PCBs on an industrial scale [63]. Fungi, such as Aspergillus and Penicillium, can also be used as leaching agents in the bioleaching process. One example is the fungal strain Y5 isolated from an industrial environment contaminated with heavy metals, in particular Penicillium chrysogenum. Penicillium chrysogenum was used in the recycling of copper-containing PCB waste, and its bioleaching efficiency was tested with different pulp densities [64].
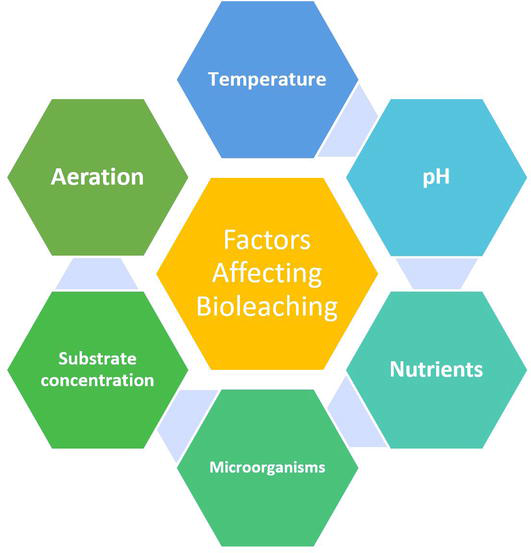
Several studies (Table 2) have demonstrated the effectiveness of biohydrometallurgy in recovering copper from electronic waste (e-waste). The recovery efficiency can be over 80% or even 90%, depending on the organisms and conditions used. Factors such as the choice of microorganisms, the surface area, the pulp density, the choice of starting materials, the temperature, and the pH value all influence the efficiency of the biohydrometallurgical process (Figure 8).
Copper recovery from e-waste by biohydrometallurgical processes.
Figure 8.
Parameters that affect bioleaching [17].
Challenges with biohydrometallurgy include the long operating time and potential toxic effects on the microbes that need to be addressed to scale up the process to commercialization. The use of adaptable microorganisms that can tolerate harsh environmental conditions and the elucidation of the inner mechanisms of biohydrometallurgy are areas that require further research. In addition, the use of continuous or modified reactors for the recovery of e-waste should be systematically investigated in the future [1]. The bioleaching process of copper (Cu) extracted from PCBs by A. ferrooxidans follows an indirect leaching mechanism facilitated by biogenic sulfuric acid, similar to metal sulfides. The microorganism oxidizes sulfur, which leads to the production of sulfuric acid. Iron(II) ions and sulfur are introduced into the leaching medium as electron donors. The presence of iron(II) ions acts as an oxidizing agent and thus accelerates the leaching process. Copper is mobilized by the interaction of iron(III) ions and sulfuric acid, which leads to the acidolysis-redox-lysis-bioleaching mechanism for metal dissolution. The concentration of ferric ions is critical for the leaching rate and extraction efficiency. A favorable association between PCB particles and A. ferrooxidans occurs when the attractive van der Waals force outweighs the repulsive force [78].
The challenges associated with the exploitation of resources go beyond the depletion of reserves. Difficult access to ores in low- and middle-income countries and the negative social perception of mining and metal processing are significant obstacles. Overcoming these challenges requires a strategic approach that also takes socio-cultural aspects into account. This includes engaging communities and raising awareness of the benefits of mining as well as combating negative perceptions through education and effective communication. By incorporating socio-cultural considerations, it becomes possible to promote sustainable resource management and ensure responsible extraction of copper and critical metals.
The increasing demand for copper and critical metals, driven by the need for renewable energy and clean technologies, poses a challenge as natural deposits of these metals are at risk of rapid depletion without efficient recycling strategies. To extend the lifespan of reserves, it is crucial to improve recycling efficiency, particularly through greater household participation in waste separation and the implementation of supportive government legislation. In this way, the depletion of copper reserves can be significantly delayed, and a sustainable supply of these important metals can be ensured for the next 30 years and beyond.
To improve the recovery and recycling rates of copper and critical metals, the development of better processing technologies and environmentally friendly techniques is essential. This includes specialized facilities for e-waste and the introduction of sustainable mine waste management systems. In addition, new issues such as the removal of microplastics in recycled wastewater need to be addressed. By continuously developing processing technologies and introducing sustainable practices, it is possible to maximize the benefits from resource use while minimizing the environmental impact.
Pyrometallurgy and hydrometallurgy are two well-known methods used in the recycling of electronic waste (e-waste) to recover valuable metals. Pyrometallurgy involves high-temperature processes such as incineration, melting, smelting, and roasting to refine or extract non-ferrous metals such as copper, silver, gold, palladium, nickel, selenium, zinc, and lead from e-waste. Pyrometallurgy is used in recycling plants such as the Ronnskar smelter in Sweden and Umicore in Belgium, but the challenges lie in balancing heat and material, maintaining high temperatures, and dealing with the environmental impact of the resulting by-products such as slag and toxic gases. Efforts are being made to improve yields and reduce emissions in pyrometallurgical processes. Hydrometallurgy, on the other hand, offers a promising alternative to pyrometallurgy, especially in low- and middle-income countries where smaller operations and the treatment of low-grade waste are more feasible. This method involves a pre-treatment step followed by leaching with chemical reagents to extract metals from the e-waste. Subsequent recovery processes such as solvent extraction and electrowinning are used to separate and recover the extracted metals. Cyanide and aqua regia are traditionally used for the recovery of gold and silver in hydrometallurgy, but alternative leaching agents are being explored due to environmental concerns. In addition, technological advances such as the use of ionic liquids and supercritical CO2 are being investigated to develop more efficient and environmentally friendly recycling processes for e-waste. Integrated approaches are also being developed that combine different recycling methods to maximize metal recovery and minimize waste generation. Both pyrometallurgy and hydrometallurgy play a crucial role in e-waste recycling. Ongoing research and development work is focused on improving their efficiency, sustainability, and environmental impact.
Biohydrometallurgy offers a promising approach to metal recovery, especially for copper. This process, whose history dates back to pre-Roman times in the Rio Tinto region of Spain, uses microorganisms to dissolve elements from solid materials. Biohydrometallurgy is characterized by its low energy consumption and minimal use of chemicals. It can be operated in either a one-stage or two-stage process, in which certain microbes are cultivated in a nutrient medium before the waste material is fed for recovery. Various organisms, including bacteria such as Acidobacillus and Thiobacillus and fungi such as Aspergillus and Penicillium, play an essential role in the biohydrometallurgical process, utilizing mechanisms such as acidolysis, metal complexation, redox reactions or bioaccumulation for metal transport.
The future of e-waste recycling has significant implications for environmental sustainability and resource conservation. A combination of legislative measures, technological advances, circular economy principles, international cooperation, and public engagement is expected to shape the landscape of e-waste management in the coming years. Governments worldwide are recognizing the urgent need to address the growing e-waste crisis and are expected to enact stricter laws and regulations to ensure proper disposal and recycling practices. For example, extended producer responsibility (EPR) regulations, which make manufacturers responsible for the disposal of their products at the end of their life, are set to take hold.
In parallel, ongoing research and development efforts in the field of e-waste recycling will focus on the further development of innovative technologies. These technologies aim to improve the efficiency and sustainability of e-waste recycling processes. Advanced separation techniques such as hydrometallurgical and biotechnological processes promise more effective extraction of valuable metals from e-waste, reducing reliance on traditional smelting processes.
The future of e-waste recycling is also expected to see a major shift towards a circular economy approach. This approach emphasizes the recyclability of electronic devices by promoting modular designs and environmentally friendly materials. By recovering valuable resources from e-waste, the circular economy aims to minimize the amount of waste and reduce the need to extract raw materials.
However, effective recycling of e-waste requires more than just legislation and technological advances. Raising public awareness and participation are essential components of a sustainable e-waste management strategy. Education campaigns targeting consumers should raise awareness about the environmental and health impacts of e-waste and encourage responsible disposal practices. Additionally, the establishment of convenient collection points and incentivized return programs can encourage citizens to actively participate in e-waste recycling initiatives.
References
1.Nithya R, Sivasankari C, Thirunavukkarasu A. Electronic waste generation, regulation and metal recovery: A review. Environmental Chemistry Letters. 2021;19:1347-1368
2.Tabelin CB, Park I, Phengsaart T, Jeon S, Villacorte-Tabelin M, Alonzo D, et al. Copper and critical metals production from porphyry ores and E-wastes: A review of resource availability, processing/recycling challenges, socio-environmental aspects, and sustainability issues. Resources, Conservation and Recycling. 2021;170:105610
3.Baldé CP, Forti V, Gray V, Kuehr R, Stegmann P. The Global E-waste Monitor 2017: Quantities, Flows and Resources. Bonn, Geneva and Vienna: United Nations University (UNU), International Telecommunication Union (ITU), and International Solid Waste Association (ISA); 2017
4.Srivastava RR, Pathak P. Policy issues for efficient management of E-waste in developing countries. In: Handbook of Electronic Waste Management. Butterworth-Heinemann: Elsevier; 2020. pp. 81-99
5.Forti V, Balde CP, Kuehr R, Bel G. The Global E-waste Monitor 2020: Quantities, Flows and the Circular Economy Potential. Bonn, Geneva and Vienna: United Nations University/United Nations Institute for Training and Research, International Telecommunication Union, and International Solid Waste Association; 2020
6.Alam T, Golmohammadzadeh R, Faraji F, Shahabuddin M. E-waste recycling technologies: An overview, challenges and future perspectives. In: Paradigm Shift in E-Waste Management. 1st Edition. CRC Press; 2022. pp. 143-176
7.Masud MH, Mourshed M, Mahjabeen M, Ananno AA, Dabnichki P. Global electronic waste management: Current status and way forward. In: Paradigm Shift in E-Waste Management. 1st Edition. CRC Press; 2022. pp. 9-47
8.Borthakur A, Govind M. Public understandings of E-waste and its disposal in urban India: From a review towards a conceptual framework. Journal of Cleaner Production. 2018;172:1053-1066
9.Borthakur A, Govind M, Singh P. Inventorization of E-Waste and its Disposal Practices with Benchmarks for Depollution: The Global Scenario. In: Electronic Waste Management and Treatment Technology. Butterworth-Heinemann: Elsevier; 2019. pp. 35-52
10.Yaashikaa P, Priyanka B, Kumar PS, Karishma S, Jeevanantham S, Indraganti S. A review on recent advancements in recovery of valuable and toxic metals from e-waste using bioleaching approach. Chemosphere. 2022;287:132230
11.Cucchiella F, D’Adamo I, Koh SL, Rosa P. Recycling of WEEEs: An economic assessment of present and future e-waste streams. Renewable and Sustainable Energy Reviews. 2015;51:263-272
12.Yang J, Wang H, Zhang G, Bai X, Zhao X, He Y. Recycling organics from non-metallic fraction of waste printed circuit boards by a novel conical surface triboelectric separator. Resources, Conservation and Recycling. 2019;146:264-269
13.Hao J, Wang Y, Wu Y, Guo F. Metal recovery from waste printed circuit boards: A review for current status and perspectives. Resources, Conservation and Recycling. 2020;157:104787
14.Kasper AC, Bernardes AM, Veit HM. Characterization and recovery of polymers from mobile phone scrap. Waste Management & Research. 2011;29(7):714-726
15.Chen Y, Chen M, Li Y, Wang B, Chen S, Xu Z. Impact of technological innovation and regulation development on e-waste toxicity: A case study of waste mobile phones. Scientific Reports. 2018;8(1):7100
16.Needhidasan S, Samuel M, Chidambaram R. Electronic waste–an emerging threat to the environment of urban India. Journal of Environmental Health Science and Engineering. 2014;12:1-9
17.Tokyo 2020 Medal Project. Towards an Innovative Future for All [Internet]. Tokyo. 2020. Available from: https://tokyo2020.org/en/games/medals-project/
18.Wang J, Xu Z. Disposing and recycling waste printed circuit boards: Disconnecting, resource recovery, and pollution control. Environmental Science & Technology. 2015;49(2):721-733
19.Xu Y, Li J, Liu L. Current status and future perspective of recycling copper by hydrometallurgy from waste printed circuit boards. Procedia Environmental Sciences. 2016;31:162-170
20.Khaliq A, Rhamdhani MA, Brooks G, Masood S. Metal extraction processes for electronic waste and existing industrial routes: A review and Australian perspective. Resources. 2014;3(1):152-179
21.Fu J, Zhang A, Wang T, Qu G, Shao J, Yuan B, et al. Influence of e-waste dismantling and its regulations: Temporal trend, spatial distribution of heavy metals in rice grains, and its potential health risk. Environmental Science & Technology. 2013;47(13):7437-7445
22.Song M, Luo C, Li F, Jiang L, Wang Y, Zhang D, et al. Anaerobic degradation of polychlorinated biphenyls (PCBs) and polychlorinated biphenyls ethers (PBDEs), and microbial community dynamics of electronic waste-contaminated soil. Science of the Total Environment. 2015;502:426-433
23.Matsukami H, Tue NM, Suzuki G, Someya M, Viet PH, Takahashi S, et al. Flame retardant emission from e-waste recycling operation in northern Vietnam: Environmental occurrence of emerging organophosphorus esters used as alternatives for PBDEs. Science of the Total Environment. 2015;514:492-499
24.Cayumil R, Khanna R, Ikram-Ul-Haq M, Rajarao R, Hill A, Sahajwalla V. Generation of copper rich metallic phases from waste printed circuit boards. Waste Management. 2014;34(10):1783-1792
25.Ding Y, Zhang S, Liu B, Zheng H, Chang C-c, Ekberg C. Recovery of precious metals from electronic waste and spent catalysts: A review. Resources, Conservation and Recycling. 2019;141:284-298
26.Vakilchap F, Mousavi S, Shojaosadati S. Role of Aspergillus niger in recovery enhancement of valuable metals from produced red mud in Bayer process. Bioresource Technology. 2016;218:991-998
27.Sahajwalla V, Hossain R. The science of microrecycling: A review of selective synthesis of materials from electronic waste. Materials Today Sustainability. 2020;9:100040
28.Forti V, Baldé K, Kuehr R. E-Waste Statistics: Guidelines on Classifications, Reporting and Indicators. Bonn: United Nations University; 2018
29.E-waste Collection. Waste Reduction [Internet]. Available from: www.wastereduction.gov.hk, https://www.wastereduction.gov.hk/en-hk/waste-reduction-programme/e-waste-collection
30.Where to Recycle E-Waste [Internet]. Available from: www.nea.gov.sg, https://www.nea.gov.sg/our-services/waste-management/3r-programmes-and-resources/e-waste-management/where-to-recycle-e-waste
31.Where to Safely Recycle your Electronic Waste [Internet] [cited 2024 Mar 18]. Available from: www.nimbushomes.com, https://www.nimbushomes.com/blog/where-to-recycle-electronic-waste
32.Islam A, Ahmed T, Awual R, Rahman A, Sultana M, Aziz A, et al. Advances in sustainable approaches to recover metals from e-waste: A review. Journal of Cleaner Production. 2020;244:118815
33.Kaya M. Recovery of metals and nonmetals from electronic waste by physical and chemical recycling processes. Waste Management. 2016;57:64-90
34.Ma E. Recovery of waste printed circuit boards through pyrometallurgy. In: Electronic Waste Management and Treatment Technology, . Butterworth-Heinemann, Elsevier; 2019. pp. 247-267
35.Priya A, Hait S. Comparative assessment of metallurgical recovery of metals from electronic waste with special emphasis on bioleaching. Environmental Science and Pollution Research. 2017;24:6989-7008
36.Priya J, Randhawa N, Hait J, Bordoloi N, Patel J. High-purity copper recycled from smelter dust by sulfation roasting, water leaching and electrorefining. Environmental Chemistry Letters. 2020;18:2133-2139
37.Cui J, Zhang L. Metallurgical recovery of metals from electronic waste: A review. Journal of Hazardous Materials. 2008;158(2–3):228-256
38.Hoshikawa Y. Copper smelting and refining at Kosaka smelter. Journal of MMIJ. 2007;123(12):597-601
39.Alvear Flores GR, Nikolic S, Mackey PJ. ISASMELT™ for the recycling of E-scrap and copper in the US case study example of a new compact recycling plant. Journal of Metals. 2014;66(5):823-832
40.Wang H, Zhang S, Li B, Pan Da WY, Zuo T. Recovery of waste printed circuit boards through pyrometallurgical processing: A review. Resources, Conservation and Recycling. 2017;126:209-218
41.Akcil A, Erust C, Gahan CS, Ozgun M, Sahin M, Tuncuk A. Precious metal recovery from waste printed circuit boards using cyanide and non-cyanide lixiviants: A review. Waste Management. 2015;45:258-271
42.Jeffrey MI, Ritchie IM. The leaching of gold in cyanide solutions in the presence of impurities II. The effect of silver. Journal of the Electrochemical Society. 2000;147(9):3272
43.Kamberović Ž, Ranitović M, Korać M, Jovanović N, Tomović B, Gajić N. Pyro-refining of mechanically treated waste printed circuit boards in a DC arc-furnace. Journal of Sustainable Metallurgy. 2018;4:251-259
44.Park I, Yoo K, Alorro RD, Kim M-s, Kim S-k. Leaching of copper from cuprous oxide in aerated sulfuric acid. Materials Transactions. 2017;58(10):1500-1504
45.Hsu E, Durning CJ, West AC, Park A-HA. Enhanced extraction of copper from electronic waste via induced morphological changes using supercritical CO2. Resources, Conservation and Recycling. 2021;168:105296
46.Panda R, Jadhao PR, Pant KK, Naik SN, Bhaskar T. Eco-friendly recovery of metals from waste mobile printed circuit boards using low temperature roasting. Journal of Hazardous Materials. 2020;395:122642
47.Nain P, Kumar A. Initial metal contents and leaching rate constants of metals leached from end-of-life solar photovoltaic waste: An integrative literature review and analysis. Renewable and Sustainable Energy Reviews. 2020;119:109592
48.Wang L, Wang X, Yang W. Optimal design of electric vehicle battery recycling network–from the perspective of electric vehicle manufacturers. Applied Energy. 2020;275:115328
49.Bas AD, Deveci H, Yazici EY. Treatment of manufacturing scrap TV boards by nitric acid leaching. Separation and Purification Technology. 2014;130:151-159
50.Long Le H, Jeong J, Lee J-C, Pandey BD, Yoo J-M, Huyunh TH. Hydrometallurgical process for copper recovery from waste printed circuit boards (PCBs). Mineral Processing & Extractive Metallurgy Review. 2011;32(2):90-104
51.Oh CJ, Lee SO, Yang HS, Ha TJ, Kim MJ. Selective leaching of valuable metals from waste printed circuit boards. Journal of the Air & Waste Management Association. 2003;53(7):897-902
52.Zhang Z, Zhou L. Study on recovering copper from waste printed circuits plate. Liaoning Chemical Industry. 2005;34(3):93-95
53.Yang H, Liu J, Yang J. Leaching copper from shredded particles of waste printed circuit boards. Journal of Hazardous Materials. 2011;187(1–3):393-400
54.Yu Z, Zhou B, Lu Z. Hydro-electro metallurgical process for recovering scrap from cuprous chloride solution. Shanghai Nonferrous Metals. 1999;2:24-28
55.Cakir O. Copper etching with cupric chloride and regeneration of waste etchant. Journal of Materials Processing Technology. 2006;175(1–3):63-68
56.Rudnik E, Pierzynka M, Handzlik P. Ammoniacal leaching and recovery of copper from alloyed low-grade e-waste. Journal of Material Cycles and Waste Management. 2016;18:318-328
57.Wang M, Cao H-B, Zhang Y. Selective recovery of copper, zinc and nickel from printed circuit boards by ammonia leaching under pressure. Huan jing ke xue= Huanjing kexue. 2011;32(2):596-602
58.Ping Z, ZeYun F, Jie L, Qiang L, GuangRen Q, Ming Z. Enhancement of leaching copper by electro-oxidation from metal powders of waste printed circuit board. Journal of Hazardous Materials. 2009;166(2–3):746-750
59.Calgaro CO, Schlemmer DF, Da Silva M, Maziero EV, Tanabe EH, Bertuol DA. Fast copper extraction from printed circuit boards using supercritical carbon dioxide. Waste Management. 2015;45:289-297
60.Zhang G, He Y, Feng Y, Zhang T, Wang H, Zhu X. Recovery of residual metals from fine nonmetallic fractions of waste printed circuit boards using a vibrated gas-solid fluidized bed. Separation and Purification Technology. 2018;207:321-328
61.Cocchiara C, Dorneanu S-A, Inguanta R, Sunseri C, Ilea P. Dismantling and electrochemical copper recovery from waste printed circuit boards in H2SO4–CuSO4–NaCl solutions. Journal of Cleaner Production. 2019;230:170-179
62.Fathollahzadeh H, Khaleque HN, Eksteen J, Kaksonen AH, Watkin EL. Effect of glycine on bioleaching of rare earth elements from Western Australian monazite by heterotrophic and autotrophic microorganisms. Hydrometallurgy. 2019;189:105137
63.Xia M-C, Wang Y-P, Peng T-J, Shen L, Yu R-L, Liu Y-D, et al. Recycling of metals from pretreated waste printed circuit boards effectively in stirred tank reactor by a moderately thermophilic culture. Journal of Bioscience and Bioengineering. 2017;123(6):714-721
64.Xia M-C, Bao P, Liu A-J, Zhang S-S, Peng T-J, Shen L, et al. Isolation and identification of Penicillium chrysogenum strain Y5 and its copper extraction characterization from waste printed circuit boards. Journal of Bioscience and Bioengineering. 2018;126(1):78-87
65.Brandl H, Bosshard R, Wegmann M. Computer-munching microbes: Metal leaching from electronic scrap by bacteria and fungi. Hydrometallurgy. 2001;59(2–3):319-326
66.Ilyas S, Anwar MA, Niazi SB, Ghauri MA. Bioleaching of metals from electronic scrap by moderately thermophilic acidophilic bacteria. Hydrometallurgy. 2007;88(1–4):180-188
67.Yang T, Xu Z, Wen J, Yang L. Factors influencing bioleaching copper from waste printed circuit boards by Acidithiobacillus ferrooxidans. Hydrometallurgy. 2009;97(1–2):29-32
68.Saidan M, Brown B, Valix M. Leaching of electronic waste using biometabolised acids. Chinese Journal of Chemical Engineering. 2012;20(3):530-534
69.Ruan J, Zhu X, Qian Y, Hu J. A new strain for recovering precious metals from waste printed circuit boards. Waste Management. 2014;34(5):901-907
70.Bryan C, Watkin E, McCredden T, Wong Z, Harrison S, Kaksonen A. The use of pyrite as a source of lixiviant in the bioleaching of electronic waste. Hydrometallurgy. 2015;152:33-43
71.Bai J, Gu W, Dai J, Zhang C, Yuan W, Deng M, et al. The catalytic role of nitrogen-doped carbon nanotubes in bioleaching copper from waste printed circuit boards. Polish Journal of Environmental Studies. 2016;25(3):951-957
72.Wang S, Zheng Y, Yan W, Chen L, Mahadevan GD, Zhao F. Enhanced bioleaching efficiency of metals from E-wastes driven by biochar. Journal of Hazardous Materials. 2016;320:393-400
73.Jagannath A, Shetty V, Saidutta M. Bioleaching of copper from electronic waste using Acinetobacter sp. Cr B2 in a pulsed plate column operated in batch and sequential batch mode. Journal of Environmental Chemical Engineering. 2017;5(2):1599-1607
74.Gu W, Bai J, Dong B, Zhuang X, Zhao J, Zhang C, et al. Enhanced bioleaching efficiency of copper from waste printed circuit board driven by nitrogen-doped carbon nanotubes modified electrode. Chemical Engineering Journal. 2017;324:122-129
75.Nithya R, Sivasankari C, Thirunavukkarasu A, Selvasembian R. Novel adsorbent prepared from bio-hydrometallurgical leachate from waste printed circuit board used for the removal of methylene blue from aqueous solution. Microchemical Journal. 2018;142:321-328
76.Garg H, Nagar N, Ellamparuthy G, Angadi SI, Gahan CS. Bench scale microbial catalysed leaching of mobile phone PCBs with an increasing pulp density. Heliyon. 2019;5(12)e02883:1-11
77.Marappa N, Ramachandran L, Dharumadurai D, Nooruddin T. Recovery of gold and other precious metal resources from environmental polluted E-waste printed circuit board by bioleaching Frankia. International Journal of Environmental Research. 2020;14:165-176
78.Kasper AC, Veit HM. Gold recovery from printed circuit boards of mobile phones scraps using a leaching solution alternative to cyanide. Brazilian Journal of Chemical Engineering. 2018;35:931-942
Written By
Hadi Sharifidarabad
Submitted: 22 February 2024Reviewed: 29 February 2024Published: 04 April 2024