Open Access is an initiative that aims to make scientific research freely available to all. To date our community has made over 100 million downloads. It’s based on principles of collaboration, unobstructed discovery, and, most importantly, scientific progression. As PhD students, we found it difficult to access the research we needed, so we decided to create a new Open Access publisher that levels the playing field for scientists across the world. How? By making research easy to access, and puts the academic needs of the researchers before the business interests of publishers.
We are a community of more than 103,000 authors and editors from 3,291 institutions spanning 160 countries, including Nobel Prize winners and some of the world’s most-cited researchers. Publishing on IntechOpen allows authors to earn citations and find new collaborators, meaning more people see your work not only from your own field of study, but from other related fields too.
Not all waste is completely burned by waste-to-energy plants. About 73% of it is bottom ashes (BA). Sustainable reuse of the BA is to reprocess them into the production chain of the asphalt mixtures for road pavements. This research deals with an experimental investigation of the mechanical performance of hot and cold asphalt mastics made with the BA filler versus the traditional ones containing limestone powder (LP). First, environmental compatibility tests were carried out and then a rheological analysis, applying viscosity, frequency sweep, and multiple stress creep and recovery tests, was performed to check the feasibility of using the BA as a filler for asphalt-based materials. Looking at the main results, the ecotoxicological tests in terms of EC50 for toxicity on Daphnia and EC50 for algal growth inhibition confirmed the usability of all the mastics from an environmental point of view. The rheological results showed higher G* values for cold asphalt mastics made up with the BA compared to the corresponding solutions made with the LP. Additionally, it was also observed that the mastics containing BA returned a 90% decrease in non-recoverable creep compliance at test temperatures over 40°C compared to the corresponding mastics made with the LP.
*Address all correspondence to: francesca.russo2@unina.it
1. Introduction
Potential environmental and mechanical benefits arise from the reuse of some different waste (e.g. plastic, construction and demolition, glass, rubber) for road construction and/or maintenance. One of the main topics today is to mitigate climate change effects associated with the construction of asphalt pavements; in addition, a rational design of pavement superstructures must be followed integrating the mechanical performance with social-economic and sustainable aspects. The application of life cycle assessment methodology can help to highlight the real benefits of each solution beyond the technical performance required [1]. The environmental-socio-economic impact and properties of asphalt paving solutions are very important topics to address at all levels and dimensions; in particular, its 360° integration into the design and maintenance procedures of road pavements is fundamental, together with the other components to improve their quality. An example is the evaluation of the life cycle of all the elements of the road pavement system whose effectiveness is to evaluate the environmental performance of the entire system without compromising the performance [2].
Russo et al. [3] carried out preliminary and base investigations on road asphalt mastics features made up of BA from the Waste-to-Energy plant through laboratory tests. Mechanical performance demonstrated how the rutting resistance at temperatures higher than 40°C increases for alternative mastics compared with the corresponding limestone ones as well as in terms of the elastic behavior that above 30°C improves for cold mastics than the remaining solutions. A leaching test and an X-ray fluorescence analysis were performed for each filler as well as ecotoxicological tests in terms of daphnia EC50 toxicity analysis and an EC50 algal growth test that confirmed the goodness of the environmental sustainability of all investigated solutions.
Many researchers have focused on BA reusing by changing quantity as alternative aggregates for making asphalt mixtures. Among the different topics addressed, there is the examination of some important properties such as the rutting, the low-temperature splitting, the freeze–thaw splitting, and Marshall immersion [4]. The results of these researches disclosed that at high-temperature a mixture made up of 10% of BA over the total weight of the aggregates obtains excellent stability; as concerned the low-temperature crack resistance has been observed as the optimum value when the 20% BA content in the entire asphalt mixture. Other features [5] have concerned the Indirect Tensile Strength (ITS) variation that achieved optimal value for BA close to 6% and as an additional result, an improvement of the skid resistance of all asphalt mixtures.
Many new discoveries regarding the introduction of alternative materials were achieved, above all a perceptible environmental compatibility of asphalt mastics made up by reusing waste from civil engineering field activities showing immobilization of waste into road pavements and no pollutant release exists [6]; in particular, by the study conducted on sustainable mastics made up by filler over neat 50/70 bitumen ratio equal to 1, an average 50% increase of the complex shear modulus was observed compared to the traditional asphalt mastic. In addition, it also guaranteed 35% lower non-recoverable creep compliance values in comparison with the conventional asphalt mastic.
Ing et al. [7] studied for example the effects of four BA amounts on the total weight of the aggregates (0, 2, 4, and 6%) for making hot asphalt mixtures containing 60/70 penetration grade bitumen: Marshall stability, ITS, resilient modulus, and dynamic creep were investigated. The results obtained showed that, for BA content ranging from 2 to 4%, there are better outcomes for the density, stability, stiffness, and flow in comparison to a traditional asphalt mixture without the BA; instead, in correspondence with BA content equal to 6% there is a simultaneous improvement of the ITS, dynamic creep and resilient modulus.
A proper and robust methodological-laboratory structure was carried out by many researchers for carefully investigating and validating the effects of some waste reusing from civil engineering activities as filler for hot and cold asphalt mixtures [8, 9, 10]. The introduction of raw secondary materials requires that sustainable asphalt solutions must be properly designed and tested by much more complex laboratory tests and measures than those required for conventional asphalt mixtures. Physical and mechanical properties (i.e., ITS, curing effects for cold recycling, stiffness, rutting, and fatigue resistance) are to be examined. The morphology of each mixture can affect all mixture behavior and it deserves to be studied before moving to test advanced mechanical performance, for example by scanning electron microscopy, XRF, and DSC. The results of many studies have shown that by using a combined amount of waste for the production of cold alternative mixtures it is possible not only to meet the technical standards requirements but also to ensure good mixture performance in addition to the preservation of natural resources.
To date, cold reusing of waste into asphalt mixture has been gaining increasing prominence both for minimizing water-soil contamination and transportation costs and at the same time for reducing the carbon footprint of asphalt mixtures. Nevertheless, cold recycling of raw secondary materials for making asphalt pavements is still a new technique. The evidence of 100% recycled pavement is often a laboratory-methodological investigation, and National Standards and guidelines are missing. Cold recycling of asphalt pavements and some specific raw secondary materials does not negatively impact environmental pollution and human health, also ensuring good mechanical performance [11, 12].
Thus, the purpose of the present research is to assess the technical feasibility of using the BA in cold and hot asphalt mastics through a rheological investigation. Mastics containing traditional limestone powder (LP) filler were mixed for comparison. The filler-over-bitumen ratio (f/b) equal to 0.6, typical of a traditional asphalt mixture, was chosen. Before making mastics, a leaching test was carried out as well and an ecotoxicity investigation was made in terms of the Daphnia toxicity test and the algal growth inhibition test to assess the environmental feasibility of the solutions. Dynamic viscosity, the frequency sweep test, and the multiple stress creep and recovery test were carried out to ascertain the technical feasibility of the mastics with the BA.
A neat bitumen (NB) 50/70 penetration grade for hot asphalt mastics and a bituminous emulsion (BE) 60/40 for making cold solutions were used (see their properties in Table 1).
Properties
Unit
Standard
NB
BE
Penetration at 25°C
dmm
EN 1426
68
—
Softening point (R&B)
°C
EN 1427
46
—
Dynamic viscosity at 135°C
Pa∙s
EN 13702
0.25
—
Dynamic viscosity at 100°C
4.1
—
Dynamic viscosity at 60°C
185
—
Water content
%
EN 1428
—
40
pH value
—
EN 12850
—
4.2
Settling tendency at 7 days
%
EN 12847
—
5.8
Table 1.
Binders basic properties.
2.2 Fillers: Limestone powder and bottom ashes
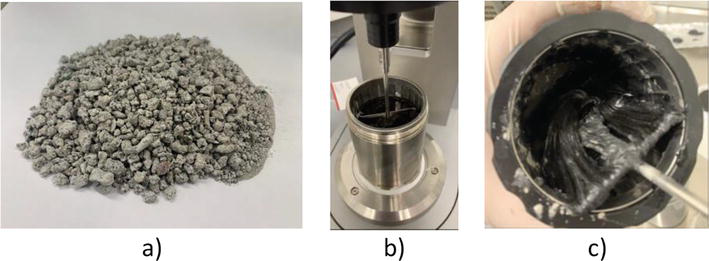
Two fillers were used to blend asphalt mastics: limestone powder (LP) and bottom ashes (BA) (see Figure 1a).
Figure 1.
(a) Bottom ashes, (b) blending of the cold mastic, and (c) cold mastic at the end of the mixing phase.
The LP originated from the crushing and sieving of limestone rocks in Southern Italy, instead, the BA derives from the combustion process of solid non-recyclable waste, into a Waste-to-Energy plant. The raw BA was first kept in the oven at 100°C for 3 days until to remove the complete moisture and then cleaned from all the ferrous, glassy, and other unburnt elements; after that, the particles deriving from the BA were subjected to a sieving process through the 0.063 mm sieve size to get the filler.
The LP and BA fillers were both subjected to a leaching test according to the EN 12457-2:2004 standard by using plasma atomic emission spectrometry to detect the presence of the heavy metals before the mastics mixing process [13]. Table 2 shows the results of the leaching test, which are fully compliant with the limits imposed by the Italian Ministerial Decree of 27 September 2010 for acceptance into inert landfills. The leaching results for both fillers met the mentioned requirements.
Chemical elements
Units
LP
BA
Limits sets by Table 5a of M.D.27/9/2010
DOC
mg/l
11.1
11.2
80
Total dissolved solids (TDS)
mg/l
607
1760
6000
Chloride
mg/l
2.34
80
1500
Fluorides
mg/l
3.32
0.0168
15
Sulfate
mg/l
91
27.9
2000
Antimony
mg/l
0.00178
0.0261
0.07
Arsenic
mg/l
0.00131
n.d.
0.2
Barium
mg/l
0.029
0.27
10
Cadmium
mg/l
n.d.
n.d.
0.1
Chromium
mg/l
0.0111
0.059
1
Mercury
mg/l
0.000121
0.000112
0.02
Molybdenum
mg/l
0.00762
0.068
1
Lead
mg/l
n.d.
0.0178
1
Nickel
mg/l
n.d.
n.d.
1
Copper
mg/l
0.00408
0.046
5
Selenium
mg/l
0.00333
0.00164
0.05
Zinc
mg/l
0.00224
0.0421
5
Table 2.
Leaching test results.
2.3 Sample preparation
The mastic samples were prepared by setting the f/b mass ratio to 0.6 in compliance with the most common f/b ratio adopted for asphalt mixture production [14]; additionally, greater f/b ratios were not feasible as the blending of asphalt mastics became considerably difficult due to the mastic stiffening. Aiming to obtain homogeneous samples, the blending procedure was different for the hot and cold production processes.
The hot mixing procedure consisted of three main steps. First, the bitumen and the filler were kept in the oven for 2 h at 160°C to ensure a complete and homogeneous heating of the binder and a free-from moisture filler. After that, the bitumen was poured into an aluminum container previously heated at the same temperature and then the right amount of filler previously weighted was progressively added. A propeller impeller at 4000 rpm for 10 min was used to mix the whole compound. Finally, the obtained hot solutions were stored in an aluminum container from which samples were extracted for the execution of the tests described below.
Concerning the cold mastics, a particular mixing system named building material cell (BMC) (see Figure 1b) was used to blend the asphalt mastics; the impeller consists of a shovel shape, and the mixing speed and temperature are controlled by the dynamic shear rheometer (DSR) Anton Paar smart pave 102. The binder used in this case was the BE that was previously conditioned in the oven at 60°C for 60min; at the same time, the filler was kept in the oven at 60°C for 30 minutes to guarantee a homogeneous mixing temperature. The right amount of BE was poured into a BMC system, also heated at 60°C, and then positioned on the Peltier system of the DSR, previously set to 60°C. At that point, the shovel impeller was lowered into the BMC container. The DSR was set at a shear rate of 30 1/s, and the BE was stirred for 1 min. After 1 min, the amount of previously weighed and heated filler was gradually added, until complete mixing after 20 min (see Figure 1c). The viscosity of the solutions was constantly checked throughout the whole process in order to identify the breaking of the bitumen emulsion i.e., the instant when the water phase separates from the bitumen, creating the cold asphalt mastic.
Table 3 shows the list of the asphalt mastic solutions object of the investigation.
Solution ID
Binder type
Fille type
Mixing process
HML
NB
LP
Hot
HMB
NB
BA
CML
BE
LP
Cold
CMB
BE
BA
Table 3.
Asphalt mastics identification.
2.4 Ecotoxicity tests
The ecotoxicity test is a biological experiment aimed at verifying whether a potentially toxic compound causes a relevant biological response in the organisms used for the test.
The ecotoxicity of the organism Daphnia magna crustacean (UNI EN ISO 6341: 2012) and growth inhibition of Pseudochirkneriella subcapitata green algae (EN ISO 8692: 2012) were assessed according to the Regulation (EC) 440/2008 and the OECD Guidelines.
The EC50, namely the concentration with toxic effect for 50% of organisms, was determined for a solution with a concentration equal to 100 mg/L, stirred at 100 rpm with an orbital stirrer. The contact time between the sample and the liquid was 7 days. Then, the solution was decanted. The aqueous fraction of the solution was taken and used for the exposure.
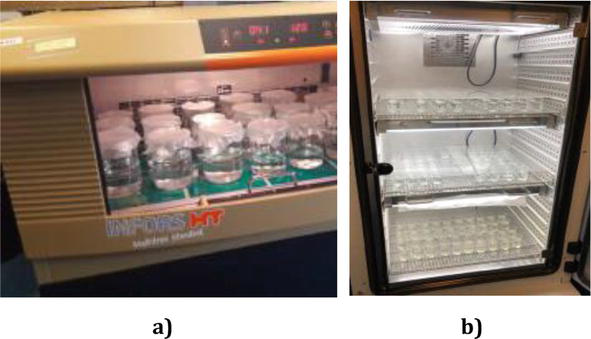
For the algal growth inhibition test, several concentrations containing the solutions to be tested (39, 63, 100, 160, 256 mg/L) versus the negative control were inoculated with a known volume of culture in exponential growth in order to have an initial cell concentration of 10,000 cells/mL. The flasks were incubated and kept in agitation for a period of 72 h (see Figure 2a). At the end of the exposure period, cell density was measured using an electronic cell counter. Growth inhibition was determined in comparison to the control culture.
Figure 2.
Ecotoxicity tests: (a) oscillating plane, and (b) climatic chamber.
For the acute toxicity test on Daphnia magna, four replicates containing the solutions were to be tested for each concentration and four negative controls were prepared. In each replica, 5 daphnids were introduced aged less than 24 h. The beakers were incubated under controlled conditions inside a climatic chamber (see Figure 2b). After 24 and 48 h from the beginning of the exposure, immobilization was recorded and the results were analyzed to calculate the EC50 value.
2.5 Delta ring and ball
The change in stiffening of the binder due to the addition of the filler was evaluated by means of the measurement of the delta ring and ball value (ΔR&B). ΔR&B is calculated as the difference between the softening point of the mastics and the softening point of the bitumen used for its production, each one determined in compliance with the EN 1427 standard.
2.6 Rheological properties tests
The rheological investigation of the solutions prepared and evaluated within the present study was carried out by using the DSR previously mentioned.
The cone-plate method with a cone of 25 mm diameter and 1° angle was adopted to measure the dynamic viscosity in accordance with the EN 13702 standard. The test was carried out at 60°C temperature and applied a shear rate of 5 × 10−2 s−1.
The dynamic viscosity was calculated as follows:
η=τ/γ˙E1
where
γ˙ is the shear rate expressed in s−1
τ is the stress expressed in Pa
The complex shear modulus (G*) and the phase angle (δ) were measured by performing the frequency sweep (FS) test. The FS was conducted using a plate-plate system with a 25 mm diameter and 1 mm gap from −10 to 20°C temperature, while a plate-plate system with 8 mm diameter and 2 mm gap was adopted for temperatures ranging from 30 to 60°C. For both the temperature range, nineteen frequencies starting from 0.1 until 10 Hz were analyzed. The viscoelastic linear range was determined in compliance with Annex C of the EN 14770 standard before carrying out the FS test. In particular, for the 25 mm plate-plate geometry, the strain sweep was carried out at the highest temperature and lowest frequency; vice-versa, for the 8 mm plate-plate geometry, the last strain value at which the G’ and G” components do not differ by more than 5% of the initial value was detected. Strains equal to 0.01 and 0.5% were obtained respectively for the 8 mm and 25 mm geometries.
The evaluation of the elastic response of the prepared solutions was carried out through the multiple stress creep and recovery (MSCR) tests at 0.1 and 3.2 kPa stress levels. At each stress level, 1 s creep and 9 s recovery phases were applied. The test temperatures were equal to 40, 50, and 60°C. Aiming to express the resistance of the solutions to permanent deformation under repeated load and their elasticity, respectively the non-recoverable creep compliance (Jnr) and the percentage of recovery (R%) were calculated by using the following equations:
%Rτ=110∑N=110[100⋅(ε1N−ε10N)/ε1N]E2
Jnrτ=110∑N=110(ε10Nτ)(kPa−1)E3
where
ε1N is the total adjusted strain value at the end of the creep portion (ie., after 1 s) of each N-th cycle. The index N stands for the number of cycles since there is an ε1 for every cycle
ε10N is the non-recovered adjusted strain value at the end of the recovery portion (that is, after 10 s) of each N-th cycle
τ is the applied creep stress level considered: 0.1 and 3.2 kPa
Ecotoxicity tests have been used to evaluate the toxic effects of chemical and physical agents on living organisms.
In the present research two different types of tests were performed, i.e. the EC50 Daphnia toxicity test and the EC50 algal growth test.
The ecotoxicity test both presented an EC50 value greater than 250 mg/L, confirming that the solutions designed in the present work are not toxic for the aquatic environment.
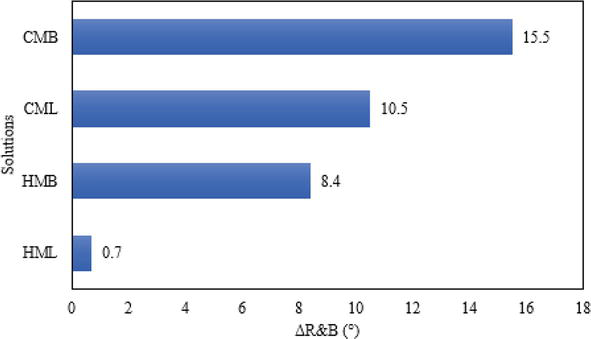
3.2 Stiffening effect
The delta ring and ball test results are presented in Figure 3. It is noticeable that the cold mastics present a greater value of ΔR&B than the hot ones; in particular, CMB compared to HMB resulted in 7.1°C greater ΔR&B, and CML 9.8°C greater ΔR&B than HML. This could be due to a better dispersion of the filler inside the cold mastics during the mixing phase so as to create a more solid filler matrix within it. Anyway, the BA presents higher ΔR&B values compared to the solutions containing the LP, about 7.7°C higher in the case of a hot mixing process and 5°C higher when added cold. These results show that the addition of BA benefits the mastic in terms of stiffness much more than a traditional filler, underlining a greater advantage from the point of view of resistance to accumulation of deformation. In brief, the CMB solution shows the highest stiffening effect among all the mastics analyzed.
Figure 3.
Delta ring and ball results.
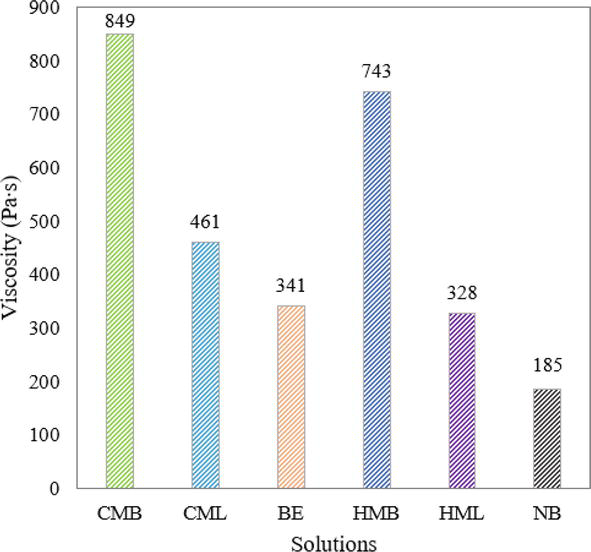
3.3 Dynamic viscosity
The results of the dynamic viscosity at 60°C are illustrated in Figure 4. As can be seen from the comparison of the binders (NB and BE) and mastic solutions (HML, HMB, CML, and CMB), higher viscosity values result for the latter; in particular, the viscosity of the binder increases on average by 56% with the addition of LP while it increases on average by 225% with the addition of BA.
Figure 4.
Viscosity at 60°C of the asphalt maatics and binder solutions.
Usually, the measurement of the viscosity at 60°C is useful to predict the behavior of asphalt binders under high pavement service temperatures [15], with specific attention to permanent deformation: high viscosity values imply a good resistance to the accumulation of permanent deformations. Among the mastics analyzed, it appears that when the fillers are added cold there is a significant increase in viscosity compared to mastics produced according to the hot mixing process; in fact, the viscosity of CMB resulted in 14% higher than that of HMB, while that of CML is 41% higher than HML. Nevertheless, the addition of BA always brings a more beneficial effect than LP when added to produce either cold or hot asphalt mastic solutions.
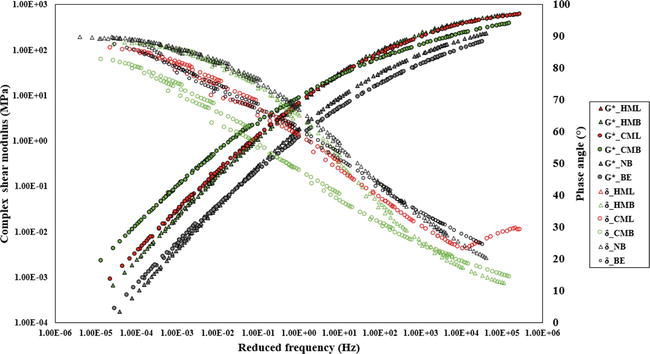
3.4 Frequency sweep
In order to explain the results of the frequency sweep test in a wide range of frequencies leaving aside the temperature dependence, the master curves were designed. In general, a master curve is created by shifting the curves from tests at different temperatures to generate a single smooth curve at a reference temperature [16]. The Williams-Landel-Ferry (WLF) principle [17] was adopted in the present study.
The master curves of the four mastics (HML, HMB, CML, and CMB) and two binders (NB and BE) are presented in Figure 5. Firstly, it can be observed that all the mastics exceed the binders in terms of G* in the whole frequency range, in particular, HML and HMB exceed by more than 50% NB, and CML and CMB exceed by more than 80% EB.
Figure 5.
Master curves shoving G* vs. reduced frequency and phase angle vs. reduced frequency.
Above the reduced frequency of 80 Hz, CML superimposes HMB resulting in the mastics with the highest G* values followed by HML and CMB, which in turn return the same values of G*. This behavior denotes that, for high values of reduced frequencies, corresponding to low temperatures, the addition of BA filler affects much more the hot mastics much as it produces higher stiffness values, contrary to what occurs with the LP that benefits more the cold mastics.
As concerns the phase angle above 80 Hz, the solutions containing BA (HMB and CMB) returned lower values, about 50% than the mastics made up of LP (HML and CML) and the two binders (NB and EB).
Considering the frequencies lower than 80 Hz, it is possible to notice a change in the behavior of the CMB which tends to override all the other mastic solutions showing higher G* values. At the same time, the trend of HMB and CML remains constant. In correspondence with the lowest reduced frequencies, CMB reached a G* value equal to 2.28E-03 MPa, which is 156, 245, and 551% higher than CML, HMB, and HML, respectively.
Also, in terms of phase angle, the CMB solutions always give the lowest values compared to all the other solutions, starting from 25° at around 80 Hz until 82° at 1.35E-05 Hz.
The results above described revealed that CMB is an excellent solution for resisting low-frequency loads, given the highest stiffness; anyway, good responses have been also obtained by the hot mastics with BA. The greater stiffness of cold mastics with BA could be due to the chemical interactions between the BA and water contained in the bituminous emulsion, which may result in a cement-like hardening process. While the LP is a non-reactive filler, the BA originated from feedstock that may include different materials including construction residues and waste. As a matter of fact, the BA goes through a carbonatation reaction that begins after the BA is produced during the waste-to-energy process and mostly ends after 2 to 3 weeks; the reactivity of the BA with water may be also linked to a residual carbonatation activity.
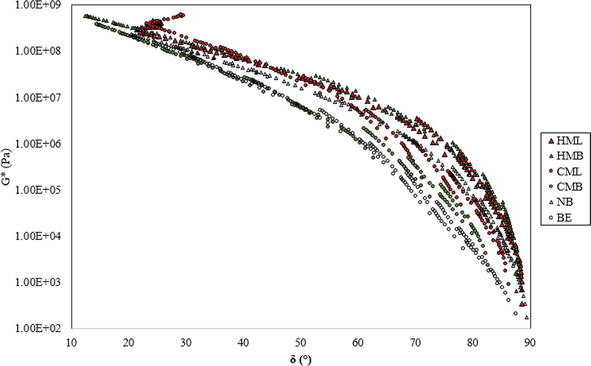
For an easy visualization of the relation between the phase angle and G*, regardless of temperature and frequency, a black diagram was plotted (see Figure 6). The black diagram is a useful tool to compare the elastic behavior between different solutions having fixed the stiffness parameter, in this case, the G*. Looking at Figure 6, different elastic response is revealed from the comparison of the solutions. At δ below 30°, all the solutions do not show a significant difference among them in terms of elasticity, having fixed the value of G*. In this case, the only difference that can be noticed refers to the solutions HMB and CMB: both showed the highest G* values in correspondence with the lowest phase angle value. Anyway, the CMB compared to the other mastic solutions (HMB, HML, and CML) always has a lower phase angle at the same G*; on the contrary, CML always has a higher phase angle value, fixed the G*.
Figure 6.
Black diagram: G* vs. phase angle.
When the phase angle tends to increase (see Figure 6), the difference among the asphalt mastic solutions begins to grow: until a phase angle value equal to 60°, the BE and CMB always have a lower phase angle, about 70% difference than the remaining solutions (NB, HMB, HML, and CMB). In this latter case, HML and CML provide the same response with the highest phase angle values.
Above δ equal to 60°, CML and CMB appear as mastics with the lowest phase angle value, never reaching the highest phase angle value, as well as BE whereas it shows the absolute lowest phase angle value in correspondence with the lowest G*.
Noticed the lowest and maximum values of phase angle that the cold mastic solution made up of BE can reach, given the high G* values, CMB represents a good solution in terms of the resistance to permanent deformation accumulation, as previously demonstrated by the viscosity analysis. Indeed, rutting and viscosity are well known to be strongly correlated as previously shown in the literature [18].
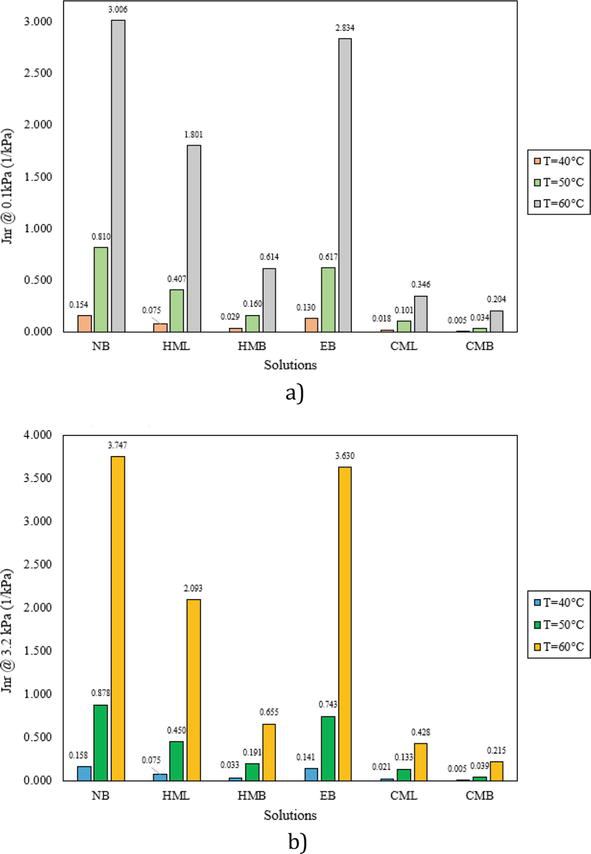
3.5 MSCR results
Figure 7 presents the results of MSCR test in terms of Jnr of the four asphalt mastics (HML, HMB, CML, and CMB) and two binder solutions (NB and BE). In more detail, Figure 7a shows the results at 0.1 kPa stress level at all three test temperatures analyzed (40, 50, and 60°C). It can be immediately noticed that, as the temperature increases, starting from 40 until 60°C, the Jnr values of all the solutions increase; in particular, at 40°C the Jnr values are on average 82% lower than those at 50°C, which in turn are 76% lower than the Jnr values calculated at 60°C.
Figure 7.
MSCR results at 40, 50 and 60°C: (a) Jnr @0.1 kPa, and (b) Jnr @3.2 kPa.
Comparing the mastic solutions with the respective binder used for the production at 40°C resulted in the Jnr values of HML and HMB being respectively 52 and 81% lower than NB, while those of CML and CMB were 86 and 96% lower than EB. At the same temperature of 40°C, fixing the type of mixing, the Jnr value of HMB is 61% lower than HML and that of CMB is 73% lower than CML.
These results demonstrate how the addition of filler in bitumen improves its resistance properties to the accumulation of permanent deformations, especially when BA is added with the cold mixing process.
When the test temperature increases, the difference between mastics containing LP and those containing BA remains almost the same moving from 40 to 50°C and from 50 to 60°C. In particular, the Jnr value showed by CMB is always lower than that of all other mastics (CML, HML, and HMB), on average 91% lower at 50°C and 88% lower at 60°C.
Figure 7b illustrates the Jnr values measured at 3.2 kPa, where it can be observed that also in this case when the temperature increases the Jnr value increases in the same measure as the stress level of 0.1 kPa.
From the comparison with the bitumen, the CMB solutions present the highest difference, in particular, the Jnr value of CMB is on average 95% lower than that of EB at all test temperatures (40, 50, and 60°C).
Comparing the effect of BA with LP, it resulted that at all test temperatures, the Jnr value of HMB is on average 61% lower than that of HML and that of CMB is on average 65% lower than that of CML.
It is interesting to observe the difference in terms of Jnr moving from 0.1 to 3.2 kPa: no substantial increment of Jnr has been revealed. In fact, the highest Jnr increase of 32% is obtained by CML. It can be seen how mastics containing BA react well to high test temperatures, from 0.1 to 3.2 kPa, at 60°C, the Jnr of HMB increases only by 7% and that of CMB just by 5%.
These results state that the mastics are not so stress-dependent as the binders, in particular at high test temperatures, where it is expected that the accumulation of the permanent deformation grows more sharply, the solutions designed in the present research behave in the same way in 0.1 and 3.2 kPa.
To denote the elastic nature of the asphalt mastic solutions under exam after the unloading cycle, the %R was calculated. Usually, a high value of %R indicates that the solution recovers very quickly after load cycles therefore minimizing permanent deformations [19]. The results of the %R of each solution as a function of the temperature and stress level are reported in Table 4.
Solutions
%R @40 °C (1/kPa)
%R @50 °C (1/kPa)
%R @60°C (1/kPa)
0.1 kPa
3.2 kPa
0.1 kPa
3.2 kPa
0.1 kPa
3.2 kPa
NB
3.377
2.700
1.191
0.453
0.701
0.235
HML
3.308
2.443
1.546
0.639
0.964
0.260
HMB
4.559
3.052
2.064
0.696
1.145
0.446
EB
9.613
7.318
4.890
1.698
1.897
0.016
CML
14.041
6.399
5.297
1.828
4.093
0.680
CMB
19.075
14.424
9.516
5.133
5.023
1.171
Table 4.
Percentage recovery results.
By looking at the comparison between the asphalt mastics and each binder used for the mixing, different behaviors have been shown at the temperature of 40°C, regardless of the stress level: in the case of the hot mastics, HML gives on average 8% lower %R values than NB, whereas HMB shows on average 24% higher %R values than NB.
Concerning the cold mastics under 3.2 kPa stress level, the %R value of CML resulted in 13% lower than that of EB, differently from the CMB solution that presented 97% higher %R value than that of EB.
At test temperatures of 50 and 60°C, all the solutions present at both stress levels had higher %R in comparison to the original binder.
In addition, each cold mastic, in comparison to the corresponding hot ones, regardless of the temperature and load level, showed higher %R values. Significant is the increment of %R of CMB that is seven times higher than HMB under the stress level of 3.2 kPa at a temperature of 50°C.
Looking at the comparison between CML and CMB, the latter returned always higher %R values; in fact, averaging both stress levels, at 40, 50, and 60°C CMB has a %R respectively 81, 130, and 47% higher than that shown by CML.
The obtained results are complementary to what was previously demonstrated with the discussion of Jnr values, i.e., that the addition of BA as filler lowers the sensitivity of both hot and cold mastics to the accumulation of permanent deformations since it provides a greater degree of elasticity.
The research evaluated the feasibility of treating the filler from bottom ashes as a possible substitute for a traditional limestone powder filler for asphalt mixture production; the application of a new technology, where the mixing temperatures are reduced from 160 to 60°C, was applied to produce asphalt mastics. The filler-over-bitumen ratio equal to 0.6 was used to prepare four different asphalt mastics made with the cold and hot mixing process, both with bottom ashes and limestone powder fillers. The leaching test results confirmed that the fillers are not hazardous and the ecotoxicity analysis carried out on the packaged mastics solutions revealed the non-release of toxic substances into the aquatic environment.
From the empirical and rheological analysis carried out through the frequency sweep test and multiple stress creep and recovery test, the following conclusions can be drawn:
A greater stiffening effect was observed for the mastics containing bottom ashes as filler since a higher value of the delta ring and ball emerged from the comparison with the mastics containing limestone powder; indeed, the latter had a 7°C lower delta ring and ball value than the mastics with bottom ashes.
At lower reduced frequencies the cold mastics solutions behave generally better than all the others analyzed in the present research, showing the highest complex shear modulus values; the cold solution made up of bottom ashes presented a shear modulus value 156% higher than the cold solution containing limestone powder filler.
When the fillers are added to the binder, whether hot or cold, they improve the resistance to permanent deformation accumulation, returning lower non-recoverable creep compliance as that of the hot solution made up of bottom ashes is 61% lower than the traditional hot mastic made up of limestone powder filler.
The multiple stress analysis revealed that the designed mastics are not stress-dependent; as a matter of fact, no significant changes were appreciated in terms of accumulation of deformation moving from 0.1 to 3.2 kPa stress level.
The addition of bottom ashes into cold mastics produced solutions with a high degree of elasticity, returning at the same time the lowest phase angle and the lowest values of percentage recovery in correspondence with the highest test temperature, equal to 60°C.
All the above-mentioned benefits are expected to reflect on the durability, rutting susceptibility, and overall regularity of the asphalt pavement where the asphalt mastic is made of BA instead of traditional limestone filler. In order to ascertain the increase in the service life and reduction of the ordinary maintenance frequency of such pavements, future studies will be carried out to mix BA mastics with coarse aggregates to produce the actual asphalt mixture and investigate its susceptibility to rutting.
1.Russo F, Veropalumbo R, Oreto C. Climate change mitigation investigating asphalt pavement solutions made up of plastomeric compounds. Resources, Conservation and Recycling. 2023;189:106772. DOI: 10.1016/j.resconrec.2022.106772
2.Russo F, Oreto C, Veropalumbo R. Promoting resource conservation in road flexible pavement using jet grouting and plastic waste as filler. Resources, Conservation and Recycling. 2022;187:106633. DOI: 10.1016/j.resconrec.2022.106633
3.Russo F, Veropalumbo R, Oreto C, Cassese D, Papa B, Malvezzi S. Reusing bottom ash as a filler from a waste-to-energy plant for making asphalt mastics. Case Studies in Construction Materials. 2022;17:e01406. DOI: 10.1016/j.cscm.2022.e01406
4.Ou J, Yan K, Li L, Long Z, Zhou W, Xiao L, et al. Conversion of municipal solid waste incineration bottom ash in asphalt pavements. Advances in Civil Engineering Materials. 2022;11(1):138-154. DOI: 10.1520/ACEM20210032
5.Buritatum A, Suddeepong A, Horpibulsuk S, Akkharawongwhatthana K, Yaowarat T, Hoy M, et al. Improved performance of asphalt concretes using bottom ash as an alternative aggregate. Sustainability. 2022;14(12):7033. DOI: 10.3390/su14127033
6.Russo F, Veropalumbo R, Pontoni L, Oreto C, Biancardo SA, Viscione N, et al. Sustainable asphalt mastics made up recycling waste as filler. Journal of Environmental Management. 2022;301:113826. DOI: 10.1016/j.jenvman.2021.113826
7.Ing NLS, Ming NC, Hasan M, Jaya RP, Shaffie E, Mashros N, et al. The influence of coal bottom ash as filler in asphalt mixture. Key Engineering Materials. 2022;912:185-198. DOI: 10.4028/p-beny4x
8.Russo F, Veropalumbo R, Biancardo SA, Oreto C, Scherillo F, Viscione N. Reusing jet grouting waste as filler for road asphalt mixtures of base layers. Materials. 2021;14(122):3200. DOI: 10.3390/ma14123200
9.Viscione N, Lo Presti D, Veropalumbo R, Oreto C, Biancardo SA, Russo F. Performance-based characterization of recycled polymer modified asphalt mixture. Construction and Building Materials. 2021;310:125243. DOI: 10.1016/j.conbuildmat.2021.125243
10.Veropalumbo R, Viscione N, Russo F. Rheological and Mechanical Properties of HMA Containing Fly Ashes as Alternative Filler. In: Pasetto M, Partl M, Tebaldi G, editors. Proceedings of the 5th International Symposium on Asphalt Pavements & Environment (APE). ISAP APE 2019. Lecture Notes in Civil Engineering. Vol. 48. Cham: Springer; 2020. DOI: 10.1007/978-3-030-29779-4_9
11.Liu Z, Sun L, Zhai J, Huang W. A review of design methods for cold in-place recycling asphalt mixtures: Design processes, key parameters, and evaluation. Journal of Cleaner Production. 2022;370:133530. DOI: 10.1016/j.jclepro.2022.133530
12.Lokesh G, Rakesh K. Experimental investigation of reclaimed asphalt foamed bituminous mix: A cold mix technique. World Journal of Engineering. 2023;20(4):655-6684. DOI: 10.1108/WJE-10-2021-0572
13.Veropalumbo R, Oreto C, Viscione N, Pirozzi F, Pontoni L, Trancone G, et al. Exploring the effect on the environment of encapsulated micro-and nano-plastics into asphalt mastics for road pavement. Environmental Research. 2023;216:114466. DOI: 10.1016/j.envres.2022.114466
14.Lei B, Xiong Q , Zhao H, Dong W, Tam VW, Sun Z, et al. Performance of asphalt mortar with recycled concrete powder under different filler-to-asphalt weight ratios. Case Studies in Construction Materials. 2023;18:e01834. DOI: 10.1016/j.cscm.2023.e01834
15.Biro S, Gandhi T, Amirkhanian S. Determination of zero shear viscosity of warm asphalt binders. Construction and Building Materials. 2009;23(5):2080-2086. DOI: 10.1016/j.conbuildmat.2008.08.015
16.Zhang J, Luo T, Cui Y, Xie B, Wang J, Yan C. Characterizing ZSV of SBS modified asphalt using shear rate sweep test and frequency sweep oscillation test. Construction and Building Materials. 2023;371:130757. DOI: 10.1016/j.conbuildmat.2023.130757
17.Veropalumbo R, Russo F, Viscione N, Biancardo SA. Rheological properties comparing hot and cold bituminous mastics containing jet grouting waste. Advances in Materials Science and Engineering. 2020:1-16. DOI: 10.1155/2020/8078527
18.Sybilski D. Relationship between absolute viscosity of polymer-modified bitumens and rutting resistance of pavement. Materials and Structures. 1994;27:110-120. DOI: 10.1007/BF02472829
19.Kataware AV, Singh D. A study on rutting susceptibility of asphalt binders at high stresses using MSCR test. Innovative Infrastructure Solutions. 2017;2:1-9. DOI: 10.1007/s41062-017-0051-1
Written By
Rosa Veropalumbo, Simone Malvezzi, Cristina Oreto, Francesca Russo and Gianluca Dell’Acqua
Submitted: 07 August 2023Reviewed: 02 November 2023Published: 05 March 2024